Ang pagtuklas ng mga depekto sa mga contact na koneksyon ng switchgear at overhead na mga linya
Tulad ng alam mo, depende sa disenyo, layunin, paraan ng koneksyon ng mga materyales, larangan ng aplikasyon at iba pang mga kadahilanan, may mga contact joints na may bolts, welded, soldered at crimped (pinindot at baluktot). Ang mga remote spacer wire ay maaari ding sumangguni sa mga contact connection.
Mga depekto ng welded contact joints
Sa panahon ng trabaho sa mga contact joint na ginawa sa pamamagitan ng hinang, ang mga sanhi ng mga depekto ay maaaring: mga paglihis mula sa tinukoy na mga parameter, mga undercut, mga bula, mga kuweba, kakulangan ng pagtagos, sagging, mga bitak, slag at gas inclusions (cavities), unsealed craters, burning of the core wires, divergence ng mga konektadong wire, maling pagpili ng mga terminal, kakulangan ng protective coatings sa mga koneksyon, atbp.
Hindi tinitiyak ng thermal welding technology ang maaasahang operasyon ng mga welded connectors para sa mga wire na may malaking cross-section (240 mm2 at higit pa).Ito ay dahil sa ang katunayan na dahil sa hindi sapat na pag-init sa panahon ng hinang ng mga wire na konektado at hindi pantay na tagpo ng kanilang mga dulo, ang mga panlabas na layer ay sinusunog, ang kakulangan ng pagtagos, pag-urong ng mga voids at slags ay lumilitaw sa welding site . Bilang isang resulta, ang mekanikal na lakas ng welded na koneksyon ay bumababa, na, sa mga mekanikal na pag-load na mas mababa kaysa sa kinakalkula, ay humahantong sa isang break (nasusunog) ng wire sa loop ng anchor.


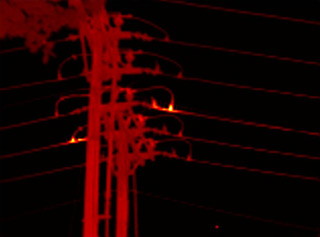
Ang mga depekto sa welding sa mga anchor support loop ay humantong sa mga emergency shutdown ng mga panandaliang overhead na linya. Kung ang mga indibidwal na wire ay masira sa welded joint, ito ay humahantong sa isang pagtaas sa paglaban ng contact at temperatura nito. Ang rate ng pag-unlad ng mga depekto sa kasong ito ay nakasalalay nang malaki sa isang bilang ng mga kadahilanan: ang halaga ng kasalukuyang pag-load, ang boltahe ng kawad, ang epekto ng hangin at panginginig ng boses, atbp. Batay sa mga eksperimento na isinagawa, nalaman na:
-
Ang pagbawas ng aktibong cross-section ng conductor ng 20 — 25% dahil sa pagkasira ng mga indibidwal na conductor ay hindi maaaring makita sa panahon ng IR control mula sa isang helicopter, na nauugnay sa mababang emissivity ng conductor, ang distansya ng heat insulator mula sa ang track sa 50 - 80 m, ang impluwensya ng hangin, solar radiation at iba pang mga kadahilanan;
-
kapag tinatanggihan ang mga may sira na contact joint na ginawa sa pamamagitan ng welding, gamit ang isang thermal imager o pyrometer, dapat tandaan na ang rate ng pag-unlad ng mga depekto sa mga joints na ito ay mas mataas kaysa sa bolted contact joints na may pagpindot;
-
ang mga depekto ng mga contact joint na ginawa ng welding sa sobrang temperatura na humigit-kumulang 5 ° C, na nakita ng isang thermal imaging camera sa panahon ng inspeksyon ng isang overhead line helicopter, ay dapat na uriin bilang mapanganib;
-
ang mga manggas ng bakal na hindi naalis mula sa hinang bahagi ng mga wire ay maaaring magbigay ng maling impresyon posibleng pag-init, dahil sa mataas na emissivity ng pinainit na ibabaw.

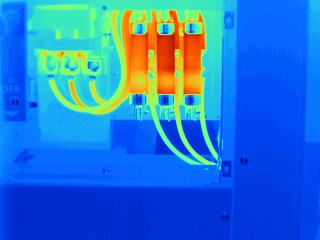
Mga depekto ng mga pinindot na koneksyon sa contact
Sa mga contact connection na ginawa sa pamamagitan ng crimping, may hindi tamang pagpili ng mga lugs o sleeves, hindi kumpletong pagpasok ng core sa lug, hindi sapat na pagpindot, pag-aalis ng steel core sa wire connector, atbp. Tulad ng alam mo, isa sa mga paraan upang pamahalaan ang crimped connectors ay sa kanilang DC paglaban ay sinusukat.
 Ang criterion para sa pinakamababang koneksyon sa contact ay ang paglaban ng katumbas na seksyon ng buong konduktor. Ang isang molded connector ay itinuturing na kapaki-pakinabang kung ang resistensya nito ay hindi hihigit sa 1.2 beses ang katumbas na haba ng buong wire.
Ang criterion para sa pinakamababang koneksyon sa contact ay ang paglaban ng katumbas na seksyon ng buong konduktor. Ang isang molded connector ay itinuturing na kapaki-pakinabang kung ang resistensya nito ay hindi hihigit sa 1.2 beses ang katumbas na haba ng buong wire.
Kapag pinindot ang clutch, ang paglaban nito ay bumaba nang husto, ngunit sa pagtaas ng presyon ito ay nagpapatatag at nagbabago nang hindi gaanong mahalaga. Ang paglaban ng connector ay napaka-sensitibo sa kondisyon ng contact surface ng crimped wires. Ang hitsura ng aluminum oxide sa mga contact surface ay humahantong sa isang matalim na pagtaas sa contact resistance ng connector at isang pagtaas sa heat generation.
Ang hindi gaanong mga pagbabago sa paglaban ng contact ng contact joint sa panahon ng proseso ng pagpindot, pati na rin ang nauugnay na mababang paglabas ng init sa loob nito, ay nagpapahiwatig ng hindi sapat na kahusayan sa pag-detect ng mga depekto sa kanila kaagad pagkatapos ng pagpupulong sa tulong ng mga infrared na aparato.
Sa panahon ng pagpapatakbo ng pinindot na mga joint ng contact, ang pagkakaroon ng mga depekto sa kanila ay mag-aambag sa mas masinsinang pagbuo ng mga pelikulang oxide na may pagtaas sa lumilipas na paglaban at ang paglitaw ng lokal na overheating. Samakatuwid, maaari itong ipagpalagay na ang infrared na kontrol ng mga bagong crimped contact na koneksyon ay hindi pinapayagan ang pagtuklas ng mga crimp defect at dapat na isagawa para sa mga konektor na gumagana sa isang tiyak na panahon (1 taon o higit pa).
Ang mga pangunahing katangian ng mga molded connectors ay ang antas ng crimp at mekanikal na lakas. Habang tumataas ang mekanikal na lakas ng connector, bumababa ang contact resistance nito. Ang maximum na mekanikal na lakas ng connector ay tumutugma sa minimum na electrical resistance ng contact.
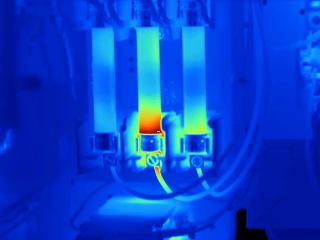
Mga depekto ng bolted contact connections
Ang mga contact connectors na ginawa gamit ang bolts ay kadalasang may mga depekto dahil sa kakulangan ng mga washers kapag kumokonekta sa isang tansong kawad sa isang patag na terminal na gawa sa tanso o aluminyo na haluang metal, ang kakulangan ng mga spring ng Belleville, dahil sa direktang koneksyon ng dulo ng aluminyo sa mga terminal ng tanso ng panloob na kagamitan na may agresibo o basa na kapaligiran, bilang isang resulta ng hindi sapat na metalikang kuwintas ng bolt tightening, atbp.
Ang mga bolted contact joint ng aluminum busbars para sa matataas na agos (3000 A at higit pa) ay walang sapat na katatagan sa pagpapatakbo.Kung ang mga contact connection para sa mga agos hanggang 1500 A ay nangangailangan ng paghigpit ng mga bolts tuwing 1-2 taon, ang mga katulad na koneksyon para sa mga agos na 3000 A at higit pa ay nangangailangan ng taunang pagkumpuni, kasama ang kinakailangang paglilinis ng mga contact surface. Ang pangangailangan para sa naturang operasyon ay dahil sa ang katunayan na sa mga pipeline para sa malalaking alon (mga bus ng mga halaman ng kuryente, atbp.) Na gawa sa aluminyo, ang proseso ng pagbuo ng mga pelikulang oxide sa ibabaw ng mga contact joint ay mas masinsinang.
Ang proseso ng pagbuo ng mga oxide films sa ibabaw ng bolted contact joints ay pinadali ng iba't ibang temperatura coefficients ng linear expansion ng steel bolts at aluminum rail. Kapag dumaan ang short-circuit current o alternating current sa busbar, nangyayari ang mga vibrations, lalo na kapag mahaba ang busbar, at nangyayari ang deformation (compaction) ng contact surface ng aluminum busbar. Sa kasong ito, humihina ang puwersa na humihila sa dalawang contact surface ng bus at ang layer ng lubricant sa pagitan ng mga ito ay sumingaw. Bilang resulta ng pagbuo ng mga oxide film, ang contact area ng mga contact, i.e. ang bilang at laki ng mga lugar ng contact (mga punto) kung saan bumababa ang kasalukuyang mga pass, at sa parehong oras ang kasalukuyang density sa kanila ay tumataas. Maaari itong umabot sa libu-libong amperes bawat square centimeter, bilang isang resulta kung saan ang pag-init ng mga puntong ito ay tumataas nang malaki.
Ang temperatura ng huling punto ay umabot sa punto ng pagkatunaw ng mga contact na materyales at isang patak ng mga likidong metal na form sa pagitan ng mga contact surface. Ang temperatura ng mga droplet, tumataas, umabot sa kumukulo, ang espasyo sa paligid ng contact junction ay ionized, at ang isang multiphase short circuit ay maaaring mabuo sa planta ng reaktor.Sa ilalim ng impluwensya ng magnetic forces, ang arko ay maaaring gumalaw gulong RU kasama ang lahat ng mga resultang kahihinatnan.
Ipinapakita ng karanasan sa pagpapatakbo na, kasama ng mga high-current busbar, ang single-bolt contact connections ay may hindi sapat na pagiging maaasahan. Ang huli, alinsunod sa GOST 21242-75, ay pinapayagang gamitin sa mga na-rate na alon hanggang sa 1000 A, ngunit nasira na sila sa mga alon na 400-630 A. Ang pagpapabuti ng pagiging maaasahan ng mga koneksyon sa single-bolt na contact ay nangangailangan ng isang bilang ng mga teknikal na hakbang upang patatagin ang elektrikal na kanilang resistensya.
Ang proseso ng pag-unlad ng mga depekto sa isang bolted na koneksyon sa contact, bilang isang panuntunan, ay tumatagal ng mahabang panahon at depende sa isang bilang ng mga kadahilanan: load current, mode of operation (stable load o variable), exposure sa mga kemikal, wind load, bolt tightening pwersa, pagkakaroon ng pag-stabilize ng presyon ng contact, atbp.
Ang contact resistance ng contact connection ay unti-unting tumataas hanggang sa isang tiyak na punto ng oras, pagkatapos nito ay may matalim na pagkasira ng contact surface na may matinding heat release, na nagpapakilala sa emergency state ng contact connection.
Ang mga katulad na resulta ay nakuha ng mga espesyalista mula sa Inframetrix (USA) sa panahon ng mga thermal test ng bolted contact joints. Ang pagtaas sa temperatura ng pag-init sa panahon ng mga pagsubok ay unti-unti sa buong taon, at pagkatapos ay magsisimula ang isang panahon ng matalim na pagtaas sa pagpapalabas ng init.
Mga depekto ng mga contact joint na ginawa sa pamamagitan ng pag-twist
Ang pinsala sa mga contact na koneksyon na ginawa sa pamamagitan ng pag-twist ay nangyayari pangunahin dahil sa mga depekto sa pag-install.Ang hindi kumpletong pag-twist ng mga wire sa mga oval na konektor (mas mababa sa 4.5 na pagliko) ay hihilahin ang wire mula sa connector at masira ito. Ang mga hindi ginagamot na wire ay lumilikha ng mataas na resistensya sa pakikipag-ugnay, na nagreresulta sa pag-init ng wire sa connector na may posibleng pagka-burnout. Mayroong mga kaso ng paulit-ulit na paghila ng wire na proteksyon ng kidlat ng uri ng AJS-70/39 mula sa hugis-itlog na konektor ng tatak na SOAS-95-3 mula sa 220 kV na mga overhead na linya na pinaikot sa mas mababang bilang ng mga liko.

 Mga bracket ng distansya
Mga bracket ng distansya
Ang hindi kasiya-siyang disenyo ng ilang bersyon ng mga spacer, pagkakalantad sa mga puwersa ng vibration at iba pang mga kadahilanan ay maaaring humantong sa chafing o pagbasag ng mga wire. Sa kasong ito, ang isang kasalukuyang ay dadaloy sa pamamagitan ng spacer, ang halaga nito ay matutukoy sa pamamagitan ng likas na katangian at antas ng pag-unlad ng depekto.
Batay sa mga materyales na "Infrared diagnostics ng mga de-koryenteng kagamitan ng mga aparato sa pamamahagi" May-akda Bazhanov S. A.