Mga cyclogram ng pagpapatakbo ng mga de-koryenteng kagamitan sa mga diagram
 Para sa mas kumpletong impormasyon tungkol sa prinsipyo ng pagpapatakbo ng mga bloke at indibidwal na mga aparato ng mga metal-cutting machine at mga pag-install, ang schematic circuit diagram ay madalas na pupunan ng mga cyclograms.
Para sa mas kumpletong impormasyon tungkol sa prinsipyo ng pagpapatakbo ng mga bloke at indibidwal na mga aparato ng mga metal-cutting machine at mga pag-install, ang schematic circuit diagram ay madalas na pupunan ng mga cyclograms.
Cyclogram — cyclic diagram, graphical na representasyon ng isang cyclic na proseso.
Ang mga cyclograms (tactograms) ng pagpapatakbo ng mga de-koryenteng kagamitan ay inilaan upang ipaliwanag at matukoy ang pagkakasunud-sunod at tagal ng pagsasama ng mga de-koryenteng motor at kagamitan sa pagkontrol. Kinakailangan ang mga ito upang linawin at matukoy ang pagkakasunud-sunod at tagal ng pagsasama ng mga de-koryenteng motor at kagamitan sa pagkontrol sa mga siklo ng mga mekanismo.
Mahalagang magkaroon ng mga cyclogram para sa mga mekanismo na may mga awtomatikong duty cycle at isang malaking bilang ng mga control device. Bilang isang patakaran, ang mga cyclogram ay nagpapakita ng mga switch ng paggalaw, mga switch ng presyon, mga electromagnet at iba pang mga command at executive device o mga de-koryenteng motor.
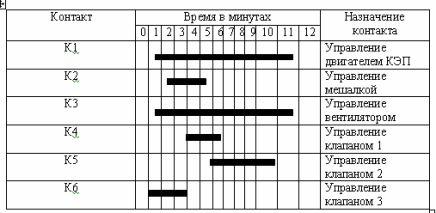
kanin. 1. Halimbawa ng isang cyclogram
Mayroong dalawang pangunahing paraan upang gumuhit ng mga cyclogram - tabular at graphical.Karaniwang ginagamit ang tabular na paraan upang ipaliwanag ang operasyon ng hydraulic o pneumatic-electric control elements.
Kapag nag-compile ng mga cyclograms ayon sa pamamaraan ng tabular, kinakailangan na sumunod sa mga sumusunod na kombensiyon:
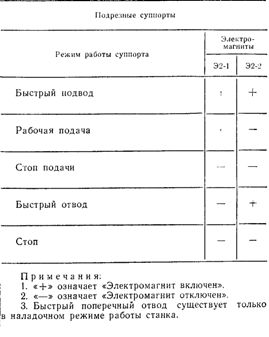
a) ang tanda na «+» ay nangangahulugang sapilitang estado ng device.
Ang kundisyong ito ay tumutugma sa isang depress na limit switch pin, isang solenoid spool piston, o isang energized solenoid.
Ang mga self-recovery device ay nasa sapilitang estado lamang kapag ang input power (mga signal) ay inilapat sa mga ito;
b) ang sign na «-» ay ginagamit upang ipahiwatig ang libreng estado ng apparatus, na tumutugma sa mga disconnected electromagnets, de-energized travel switch, piston ng hydraulic o pneumatic spring;
c) sa mga kaso kung saan ang mga elemento ng kontrol ay may higit sa dalawang matatag na estado, ang cyclogram ay pupunan ng mga simbolo ng titik: H - mas mababang posisyon ng reel, B - itaas; L - kaliwa; P — tama; C - karaniwan, atbp.
Sa fig. 2 ay nagpapakita kung paano ang cyclogram ay na-tabulate para sa mga slide (pagkopya at pagmamarka) ng lathe.
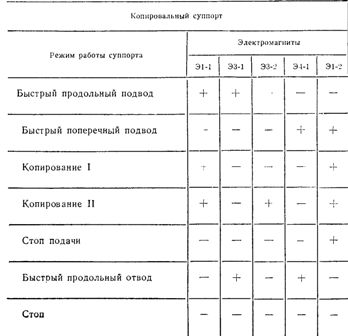
kanin. 2. Cyclogram ng pagpapatakbo ng hydraulic electric drive
Hindi tulad ng tabular na paraan ng pagguhit ng mga cyclograms, ang graphic na paraan ay nagbibigay-daan upang matukoy ang kondisyon hindi lamang ng hydro- at pneumoelectric at command equipment, kundi pati na rin ang kondisyon at pagpapatakbo ng lahat ng uri ng mga mekanismo na kasama sa mekanismo, mga de-koryenteng kagamitan na dapat idisenyo . Ang ganitong mga cyclogram ay dapat na biswal, madaling iguhit at naiintindihan na basahin, at dapat ding ganap na makilala ang pagpapatakbo ng lahat ng bahagi ng mekanismo ng produksyon.
Sa disenyo, kadalasang ginagamit ang mga cyclograms na «sa daan», time cyclograms at sequence diagram ng pagkakasunud-sunod ng operasyon ng mga mekanismo.
Ang pagpili ng uri ng cyclogram ay tinutukoy ng pagiging kumplikado ng cycle ng dinisenyo na bagay.
Ang mga cyclograms "sa daan" ay ang pinakasimpleng, isinasaalang-alang lamang nila ang mga teknolohikal na paglipat ng iba't ibang mga siklo ng pagkilos ng mga mekanismo at ang paglalagay ng mga kinakailangang lugar para sa mga pagtatalaga para sa mga command at executive device. Nagbibigay ang cyclogram na ito ng tumpak na representasyon ng performance ng makina.
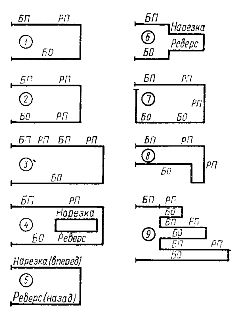
kanin. 3. Ang pinakasimpleng diagram ng pagkakasunud-sunod ng machine tool "sa kalsada": BP — mabilis na diskarte: RP — working feed, BO — mabilis na pag-aani, 1 — 9 — teknolohikal na mga transition ng kawan.
Ang cyclogram ng trabaho "sa daan" ng naglo-load na aparato at ang panulat ay nagbibigay-daan upang masuri ang pag-unlad ng mga parallel na proseso at ang estado ng mga command device na tinitiyak ang pagsisimula ng gawain ng mga mekanismo at mga ehekutibong aparato na nagsasagawa ng kaukulang mga switch sa naglo-load ng device.
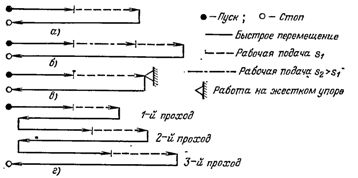
kanin. 4. Mga diagram ng mga cycle ng paggalaw ng mga power head ng modular metal cutting machine.
Mga paliwanag ng cyclograms:
Ang ulo ng feed na may mga tool sa paggupit ay unang mabilis na lumalapit sa workpiece, pagkatapos ay bumababa ang bilis ng paggalaw at nakuha ang isang gumaganang feed. Matapos matapos ang pagproseso, ang ulo ay mabilis na ibinalik sa orihinal nitong posisyon (a). Kapag ang mga machining bolt hole gamit ang isang kumbinasyon na tool, una ay binubuga sila (o tinapik) gamit ang isang normal na gumaganang feed s2, pagkatapos ay isang awtomatikong paglipat sa isang mas mababang feed ay ginanap, kung saan ang countersinking ay isinasagawa.Ang cycle diagram ng mga paggalaw ng ulo para sa kasong ito ay ipinapakita sa fig. 4, b.
Upang kontrahin ang mga dulong ibabaw malapit sa mga drilled hole sa dulo ng working stroke, ang tool ay pinaikot nang walang feed - gumana sa isang hard stop (Fig. 4, c). Ang feed head ay humihinto sa pamamagitan ng pagpatong sa isang espesyal na tornilyo na naka-mount sa isang nakapirming bracket. Ang presyon ng langis sa hydraulic system ay tumataas at pagkatapos ng pagkaantala ng oras na tinutukoy ng setting ng switch ng presyon, ang ulo ay babalik sa orihinal na posisyon nito.
Kapag nag-drill ng malalalim na butas, pana-panahong hilahin ang drill bit mula sa workpiece upang alisin ang mga chips at palamig ito. Ang ikot ng paggalaw ng ulo ng kapangyarihan na naaayon sa kasong ito ay ipinapakita sa Fig. 4, d. Sa dulo ng pagbabarena, ang ulo na may mga kasangkapan ay ibinalik sa orihinal nitong posisyon.
Ang mga kumplikadong siklo, kung saan ang isang malaking bilang ng mga de-koryenteng aparato o makina ay kasangkot, ay inilalarawan sa anyo ng mga cyclogram ng oras, na nagpapakita ng mga teknolohikal na paglipat sa mga segundo (o minuto) at ang pagpapatakbo ng mga indibidwal na yunit ng mekanismo ng produksyon.
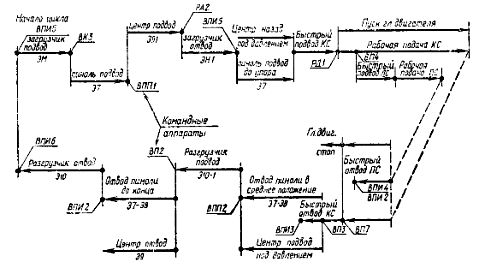
kanin. 5. Cyclogram ng trabaho "on the way" ng loading device sa panulat ng makina