Ang mga electrical schematics na kasama sa disenyo ng linya ng produksyon
Pag-aayos ng isang linya ng produksyon para sa pagproseso ng mga pananim na ugat at tuber
Ang stock ng mga root crops ay naka-imbak sa loading hopper 1. Kapag nagpoproseso ng fodder sa ibabang bahagi ng hopper, buksan ang balbula at ang mga ugat ay pinapakain ng gravity papunta sa inclined conveyor 2, na nagpapakain sa kanila sa separator stone 3, mula sa na kung saan sila ay pumunta sa cutter para sa paghuhugas ng mga ugat 4. Ang mga durog na ugat ay ipapakain sa mga steam bath 5 ng feed plant o sa cart 6 ng daanan ng hangin para sa transportasyon sa ibang silid.
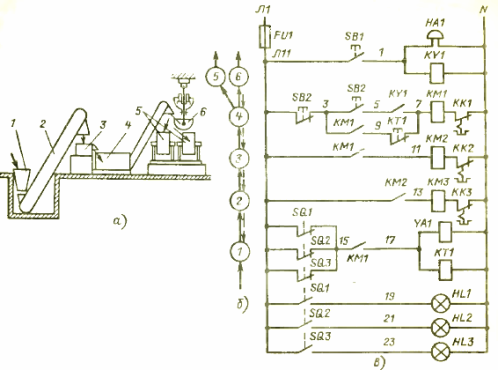
kanin. 1. Linya ng produksyon para sa pagproseso ng mga pananim na ugat at tuber
Ang linyang ito ay isang tipikal na sistema ng conveyor. Sa ganoong sistema, upang matiyak ang wastong operasyon, ang pagharang ng mga mekanismo ay ibinigay, i.e. pagtatakda ng isang tiyak na pagkakasunud-sunod ng kanilang pagsisimula at paghinto at, bilang panuntunan, ang pagharang ay ginagawa sa direksyon na kabaligtaran sa direksyon ng daloy ng proseso.
Upang kontrolin ang naturang linya, ginagamit ang isang electrical control circuit (electrical circuit) (Larawan 1, c).Ipinapakita nito ang mga launcher ng kani-kanilang mga mekanismo. Upang maitatag ang pagsusulatan ng diagram sa proseso ng teknolohikal, isang diagram ng teknolohiya at mga bloke ay ipinapakita sa kaliwa ng diagram (Larawan 1, b).
Ang prinsipyo ng pagpapatakbo ng electrical circuit
Ang hopper ay may damper closing solenoid YA1. Upang kontrolin ang mga mekanismo 2-4, ayon sa pagkakabanggit, ang mga starter na KMZ-KM1 ay ibinibigay para sa control-button na SB2. Ang pindutan ng SB1 ay idinisenyo upang magbigay ng isang senyas ng pagsisimula, ang mga lampara ng babala na HL1 -HL3 — upang hudyat ang mga gumaganang estado ng mga mekanismo 5 at 6.
Upang simulan ang linya sa operasyon, pindutin ang pindutan SB1 upang magbigay ng pre-start signal, ang bell ng HA1 ring, ang relay KY1 ay isinaaktibo, isinasara ang contact nito sa circuit ng unang starter KM1 para sa pagsisimula. Pagkatapos, nang hindi pinakawalan ang pindutan ng SB1, pindutin ang pindutan ng SB2, i-on ang starter KM1, pagkatapos ay ang mga starter na KM2 at KMZ ay sinimulan sa pamamagitan ng mga contact ng bawat isa, ang solenoid YA1 ay isinaaktibo, binubuksan ang damper. Ang lahat ng mga makina ay kasama sa trabaho, ang mga pananim na ugat at tuber ay pinoproseso.
Ang operasyon ng linya ay nagpapatuloy hanggang sa mapuno ang mga steam bath 5 o ang trolley body 6. Ito ay isenyas ng kanilang limit switch SQ1 — SQ3, ayon sa pagkakabanggit. Binubuksan ng kanilang signal ang supply circuit ng electromagnet YA1 at ang time relay na KT1. Ang electromagnet ay naglalabas ng hopper valve 1 at ito, sa ilalim ng pagkilos ng return spring, hinaharangan ang daloy ng mga root crop sa conveyor 2 at higit pa.
Ang time relay na KT1 na naka-install sa circuit ay idinisenyo upang baguhin ang linya, i.e.pagkatapos patayin ang hopper 1, ang mga makina ay patuloy na gumagana nang ilang panahon, kinakailangan para sa kumpletong paglilinis ng mga makina mula sa mga nalalabi ng mga pananim na ugat. Pagkatapos ng oras na ito, pinapatay ng relay ang lahat ng mga mekanismo sa pakikipag-ugnay nito. Para sa manual braking, ang circuit ay may contact para buksan ang SB2 button.
One-line power supply diagram ng isang production line
Ito ay pinaka-maginhawa upang tumutok sa lahat ng control equipment sa control panel. Sa kasong ito, ang scheme ng power supply ng mga makina ay ipinapakita sa fig. 2.
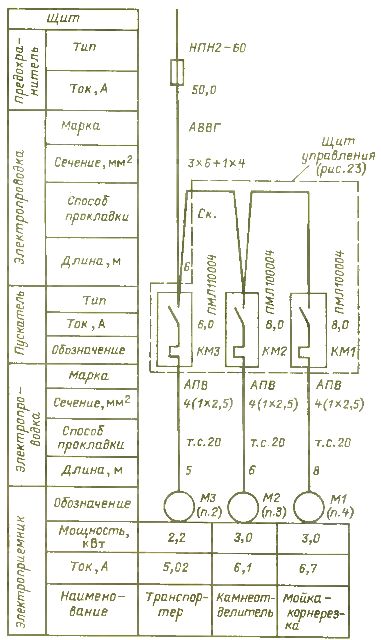
kanin. 2. One-line power supply diagram ng production line
Naka-install ang fuse sa power panel ng feed store. Ang mga starter na walang proteksiyon na takip ng serye ng PML ay naka-install sa panel at nilagyan ng electric protection thermal relay RTL -1012 para sa isang kasalukuyang 8 A, na may saklaw ng pagsasaayos na 5.5 — 8 A. Ang partikular na kasalukuyang proteksyon ay nababagay ayon sa agos ng motor.
Ang KM1 starter ay ibinibigay sa contact attachment PKL-2204 dahil ang circuit ay nangangailangan ng tatlong auxiliary contact upang gumana at ito ay mayroon lamang isang pagsasara ng auxiliary contact.
Ang scheme ng power supply ng mga electric drive, bilang panuntunan, ay ibinibigay sa isang solong linya na imahe. Ipinapakita nito ang mga power switching device, mga electrical wiring at mga paraan upang ilatag ang mga ito.
Schematics ng control board at circuit diagram ng mga de-koryenteng kagamitan sa board
Susunod, ang isang pagguhit ay ginawa ng control panel kung saan matatagpuan ang control equipment (Larawan 3). Ang mga sumusunod na kagamitan ay tinatanggap para sa pag-install: mga signal lamp HL1-HL3 (AC-220), mga pindutan SB1 (PKE122-1UZ), SB2 (PKE622-2UZ), relay KY1 (RPU-2M, 2z), KT1 (VL-18- 1 ), fuse FU1 (PRS-6-P), kasalukuyang insertion 6 A, terminal block XT (BZ-10).
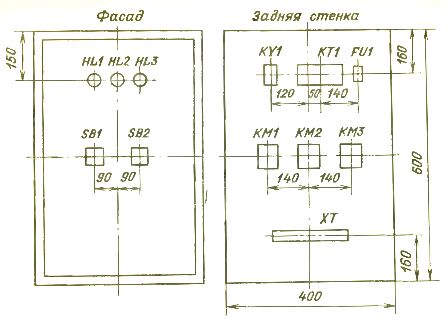
kanin. 3. Pangkalahatang view ng control panel na may layout ng mga electrical equipment
Susunod, ang isang pagguhit ng mga koneksyon ng naka-print na circuit board (electrical diagram - Fig. 4) ay ipinapakita, kung saan ang mga de-koryenteng diagram ng naka-install na mga de-koryenteng kagamitan ay iginuhit nang hindi sinusunod ang sukat, serial number (sa numerator) at positional designations ayon sa prinsipyo ng diagram (sa denominator) ay inilalagay sa itaas ng bawat larawan.
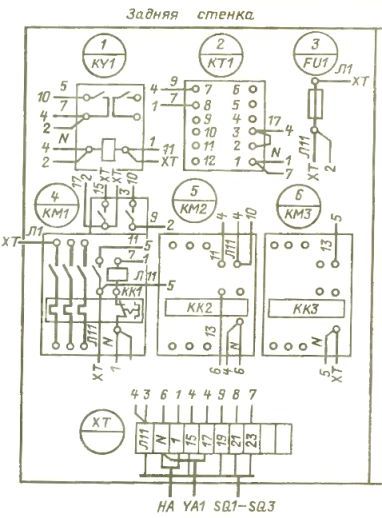
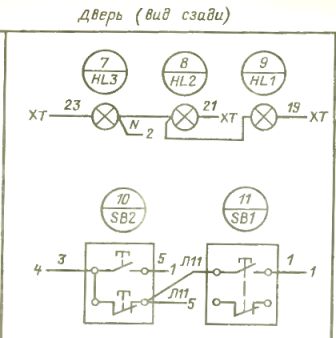
kanin. 4. Wiring diagram ng mga de-koryenteng kagamitan sa control panel
Ang pag-install ay isinasagawa sa isa sa mga paraan, halimbawa, sa pamamagitan ng paraan ng kabaligtaran na mga address, kung saan ang mga segment ng mga wire ay inilalarawan sa kaukulang mga terminal ng kagamitan, kung saan ang tatak ng wire ay nakasulat ayon sa schematic diagram, at kapag ang numero ng device ay nakasaad sa dulo, kung saan nakadirekta ang wire na ito. Sa kabaligtaran ng device, ang parehong wire ay minarkahan ng numero ng nakaraang device.
Diagram ng koneksyon ng switchboard at mga de-koryenteng kagamitan
Susunod, ang isang diagram ng koneksyon board at mga de-koryenteng kagamitan ay iginuhit (Larawan 5). 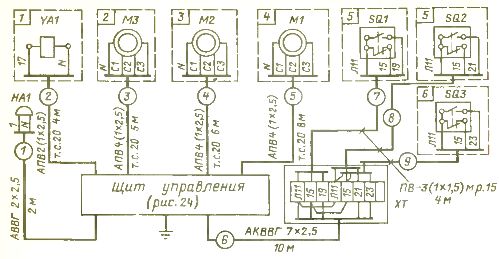
kanin. 5. Diagram ng panlabas na koneksyon ng control panel at mga de-koryenteng kagamitan
Sa gayong diagram, tulad ng sa nakaraang halimbawa, ang mga kinakailangang proseso ng makina kasama ang kanilang mga de-koryenteng kagamitan at ang kaukulang mga kable ay ipinapakita alinsunod sa diagram ng eskematiko. Dapat pansinin na pinahihintulutan na huwag iguhit ang mga kable sa mga de-koryenteng motor sa diagram, dahil magagamit ang mga ito sa diagram ng isang linya sa fig. 2.
Layout ng mga de-koryenteng kagamitan sa linya ng produksyon
Ang huling pagguhit ng proyekto ay ang layout ng mga de-koryenteng kagamitan (Larawan 6).Ang plano ng lugar at pinasimple na teknolohikal na kagamitan ay inilalapat dito, ang dinisenyo na mga de-koryenteng kagamitan ay inilalagay, at sa mga simbolo na malapit sa kung saan ang mga reference na pagtatalaga ay inilalagay ayon sa nakaraang mga guhit ng proyekto, ang mga ruta ng mga kable ay ipinapakita at ang kanilang mga kondisyon na numero ay ipinahiwatig. ayon sa connection diagram at sa one-line diagram.
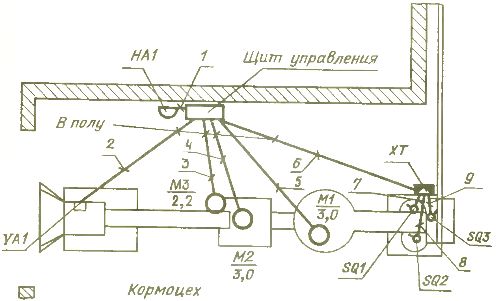
kanin. 6. Lokasyon ng mga de-koryenteng kagamitan
Ito at ang mga nakaraang mga guhit ay kailangang-kailangan para sa praktikal na pagpapatupad ng proyekto sa site.