Mga uri at disenyo ng mga indirect electric resistance furnaces
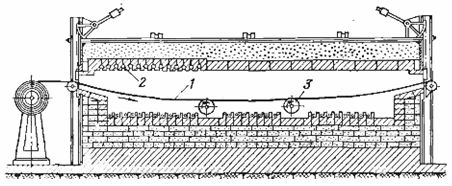
 Ang mga paraan ng paglo-load at pag-alis ng mga pinainit na produkto, pati na rin ang mga paraan ng paglipat sa kanila ng mga electric resistance furnaces ay higit na tinutukoy ang kanilang disenyo at mga katangian ng pagpapatakbo. Sa fig. Ang 1 ay nagpapakita ng mga pangunahing uri ng electric resistance furnaces, parehong pasulput-sulpot na pagkilos (cell) at tuloy-tuloy na pagkilos (methodical), na naglalarawan ng pagbuo ng mga paraan ng kanilang mekanisasyon.
Ang mga paraan ng paglo-load at pag-alis ng mga pinainit na produkto, pati na rin ang mga paraan ng paglipat sa kanila ng mga electric resistance furnaces ay higit na tinutukoy ang kanilang disenyo at mga katangian ng pagpapatakbo. Sa fig. Ang 1 ay nagpapakita ng mga pangunahing uri ng electric resistance furnaces, parehong pasulput-sulpot na pagkilos (cell) at tuloy-tuloy na pagkilos (methodical), na naglalarawan ng pagbuo ng mga paraan ng kanilang mekanisasyon.
Ang Numero I ay nagpapahiwatig ng mga uri ng mga batch furnace kung saan ang produkto ay nakatigil sa panahon ng proseso ng pag-init at ang paglo-load at pagbabawas lamang ang mekanisado.
Ang Index 1 ay tumutukoy sa isang hurno ng silid na may pintuan sa gilid kung saan kadalasan ay manu-manong inilalagay ang maliliit na bagay sa silid. Ito ay isang unibersal na hurno na walang mekanisasyon.
Index 2 — isang shaft furnace na may pambungad na takip. Dito, ang paglo-load at pagbaba ng mga produkto ay ginagawa sa pamamagitan ng tuktok na pagbubukas ng furnace at samakatuwid ay maaari silang i-mekanisado gamit ang isang workshop crane o hoist na matatagpuan sa itaas ng furnace.Ang pag-angat at pag-urong ng takip sa gilid ay maaaring gawin nang manu-mano (na may pingga) o sa tulong ng isang kreyn o hoist o sa wakas sa tulong ng isang espesyal na hydraulic o electromechanical na mekanismo.
Ang index 3 ay tumutugma sa isang bell furnace. Kasama sa kit nito ang ilang may linyang mga stand, kung saan maaaring mai-install ang isang bell (bell) na may mga heaters sa tulong ng crane. Ang paglo-load at pagbabawas ay isinasagawa gamit ang isang bridge crane na tinanggal ang takip (naka-install sa ibang stand). Ang paglipat ng hood mula sa isang stand patungo sa isa pa ay ginagawa din gamit ang gilid ng tulay.
Index 4 — bogie chamber furnace. Ang mga oven na ito ay idinisenyo upang magpainit ng malalaking bagay na hindi maaaring i-load nang manu-mano. Ang silid ng pugon mismo ay nakatayo sa mga haligi (o mga pundasyon), at ang ilalim nito ay isang may linya na troli, na, sa tulong ng isang winch o isang drive na matatagpuan dito (self-propelled), ay maaaring lumipat sa mga riles mula sa ilalim ng pugon. Ang pag-load at pagbaba ng cart ay ginagawa gamit ang overhead crane.
Ang index 5 ay nagmamarka ng elevator oven. Ang silid ng pugon ay nakatayo sa matataas na mga haligi, ang ilalim nito ay maaaring itaas sa pugon o ibababa gamit ang isang pagkarga gamit ang isang hydraulic lift. Sa mas mababang posisyon, ang ilalim ng pugon ay nagiging mga roller nito sa mga riles at maaaring i-load at idiskarga mula sa ilalim ng pugon sa pagawaan sa ilalim ng overhead crane. Ang mga disenyo ng hurno 2, 3 at 5 ay maaaring selyuhan at patakbuhin sa isang espesyal na kapaligiran o vacuum.
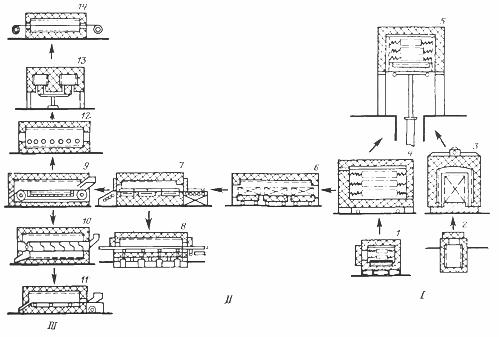
kanin. 1. Ang mga pangunahing uri ng saddle at batch furnace
Sa mga numero II at III Ang mga tuluy-tuloy na hurno ay ipinahiwatig, kung saan ang mga pinainit na produkto ay lumilipat mula sa isang dulo ng hurno patungo sa isa pa, at ang kanilang bilang II na hurno ay ipinahiwatig, kung saan ang paggalaw ng mga produkto ay isinasagawa nang pana-panahon, sa mga sipa, at figure. III ay nagpapahiwatig ng mga hurno, kung saan ang paggalaw na ito ay patuloy na nagaganap.
Index 6 - tunnel furnace, kung saan ang mga produkto ay inilalagay sa mga nakasalansan na cart, ay dumaan sa isang hurno na hurno na may hugis-tunel na silid. Pagkatapos ng isang tiyak na tagal ng panahon, ang lahat ng mga cart ay lumilipat sa isang haba na katumbas ng haba ng isang karwahe, ang isa sa mga ito ay umaalis sa alwas na hurno, habang mula sa kabilang dulo ng oven ay isa pang may kargang kariton ang pumapasok sa silid nito.
Ang Index 7 ay nagpapakita ng isang extrusion oven. Ang isang heat-resistant na pallet ng mga produkto ay naka-mount sa loading table (kanan). Ang mga pinto sa mga dulo ng oven ay binubuksan pana-panahon at ang pusher (hydraulic o electromechanical) ay itinutulak ang papag sa oven, na pinipilit ang buong hilera ng mga pallet na matatagpuan sa oven sa refractory rail ng apuyan upang ilipat. Sa kasong ito, ang pinakakaliwang tray ay lalabas sa oven, pagkatapos ay magsara ang mga pinto.
Ang Index 8 ay nagmamarka ng pugon para sa mga pedestrian hearth. Sa ilalim ng pugon, ayon sa haba nito, ang mga beam na lumalaban sa init ay naka-install, na, sa pamamagitan ng isang drive, ay tumatanggap ng isang reciprocating-forward na paggalaw. Sa kasong ito, ang mga beam bago lumipat mula sa dulo ng pag-load ng pugon ay itinaas mula sa mga grooves sa ibaba, sa ibabang bahagi ng oven at ilipat ang mga ito sa kahabaan ng oven. Bago ang reverse movement ng beam ay ibinaba sa mga grooves ng ilalim, ang mga produkto ay umupo sa ilalim at hindi nakikilahok sa pagbabalik na paggalaw ng mga beam. Sa ganitong paraan, ang mga produkto sa pana-panahon, sa mga hakbang, ay gumagalaw sa pugon mula sa dulo ng paglo-load hanggang sa dulo ng pagbabawas.
Index 9 para sa conveyor oven.Sa silid ng pugon, ang isang chain conveyor ay nakaunat sa dalawang shaft, ang mesh nito ay binubuo ng pinagtagpi na mesh o naselyohang mga link ng chain. Habang umiikot ang drive shaft (sa gilid ng discharge), ang conveyor ay gumagalaw nang maayos, dala nito ang mga produktong ikinakarga dito sa loading (kanan) na dulo ng tapahan. Ang pagtatayo ng conveyor ay maaaring ibang-iba.
Ang index 10 ay tumutukoy sa isang rotary kiln. Ang tornilyo ay matatagpuan sa silid ng pugon - isang drum na lumalaban sa init na may isang Archimedean spiral. Habang umiikot ang drum, gumugulong ang mga produkto sa drum, unti-unting gumagalaw mula sa dulo ng paglo-load hanggang sa dulo ng paglabas nito.
Ang Index 11 ay nagpapakita ng isang pugon na tumitibok na may isang pugon. Sa ilalim ng silid, ang oven ay nasa rollers heat-resistant hearth sa anyo ng isang labangan, kung saan ang heating dulo ng pugon (sa kanan) ay nakaayos na may pinainit na mga bahagi. Sa tulong ng isang sira-sirang drive, ang pod ay tumatanggap ng isang reciprocating na paggalaw, at ang paatras na paggalaw nito (patungo sa pag-load) ay makinis, at patungo sa pagbabawas nito ay matalim, sa ilalim ng pagkilos ng isang spring na may shock sa mga shock absorbers. Dahil dito, ang mga produkto sa panahon ng paatras na paggalaw ay sumusunod sa parehong landas tulad ng nasa ibaba, habang sa panahon ng pasulong na paggalaw sila, sa pamamagitan ng momentum ng epekto, ay dumudulas pasulong na may kaugnayan sa apuyan. Bilang resulta, ang mga produkto ay unti-unting inililipat ng mga pulso mula sa dulo ng pagsingil ng pugon hanggang sa paglabas.
Ang index 12 ay nagpapahiwatig ng isang pugon na may mga roller table. Ang mga roller na lumalaban sa init ay naka-mount sa ilalim ng silid, dahan-dahan silang umiikot sa counterclockwise. Dahil dito, ang produktong inilagay sa mga roller sa kanan (hindi tulad ng nakaraang tatlong uri ng mga hurno, ang hurno na ito ay idinisenyo para sa pagpainit ng malalaking produkto) ay unti-unting dinadala kasama ang hurno hanggang sa dulo ng paglabas nito.
Ang index 13 ay tumutukoy sa isang rotary kiln. Ito ay mahalagang isang conveyor oven na sugat sa isang singsing. Ang hugis-singsing na umiikot na apuyan ay nagiging sanhi ng produktong inilagay dito sa pamamagitan ng loading door (sa gilid na dingding na hindi ipinapakita sa figure) upang makumpleto ang isang buong bilog sa pugon hanggang sa unloading door na matatagpuan sa tabi ng loading door.
Index 14 para sa isang drawing furnace na ginagamit para sa pagpainit ng mga wire o strips. Sa dulo ng hurno ay may mga tambol na may wire o tape na nakaunat sa pagitan nila. Habang umiikot ang mga spool mula sa isa sa mga ito, ang tape (o wire) ay umiihip at bumabalot sa isa pa.

Mga disenyo ng hurno sa mababang temperatura
Ang mga hurno na mababa ang temperatura ay hindi maaaring maging lubos na mahusay dahil mababa ang natural na convection heat transfer coefficients. Maaaring pahusayin ang proseso sa pamamagitan ng pagpapakilala ng artipisyal na sirkulasyon sa pamamagitan ng pag-install ng suction fan sa bubong ng furnace o cabinet, at upang mabawasan ang pagkonsumo ng init para sa pagpainit ng hangin, maaari itong ayusin nang paikot. Sa kasong ito, ang bentilador, na sumisipsip ng hangin sa itaas na bahagi ng pugon, ay nagtutulak nito sa gilid ng heat-insulated channel at hinihipan ito sa ibabang bahagi ng pugon.
Kung kinakailangan upang matuyo ang mga produkto at samakatuwid ay alisin ang evaporated moisture mula sa mga pinainit na bahagi, kung gayon ang isang halo-halong sirkulasyon ay isinaayos, kung saan ang bahagi ng hangin ay sinipsip ng fan mula sa cabinet, at bahagi mula sa silid (Fig. 2). Ang pinakamataas na temperatura ng pag-init ng mga produkto sa ganitong uri ng mga oven at dryer ay karaniwang hindi lalampas sa 200 - 300 ° C.
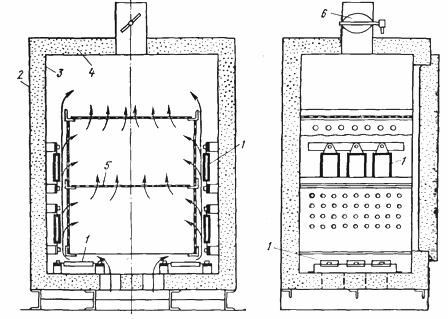
kanin. 2. Natural na sirkulasyon ng oven: 1 - mga elemento ng pag-init, 2 - panlabas na frame, 3 - panloob na frame, 4 - thermal insulation, 5 - mga bahagi ng istante, 6 - damper para sa regulasyon ng hangin.
Ang disenyo ng isang closed-loop furnace para sa pagpainit ng maliliit na produktong metal sa isang layer o mahabang produkto ay ipinapakita sa Fig. 3.
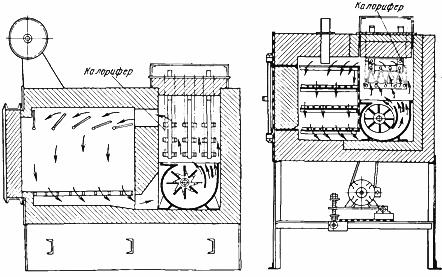
kanin. 3. Mga hurno ng silid na may sapilitang sirkulasyon ng kapaligiran at isang electric heater
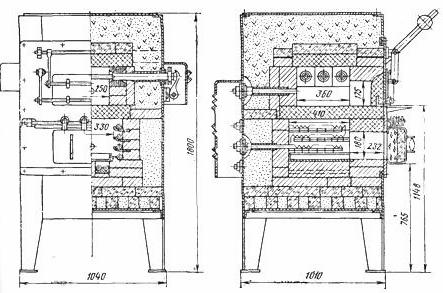
Ito ay isang shaft furnace para sa pag-temper ng mga produktong bakal, kung saan ang mga basket ng materyal na lumalaban sa init na may grid o butas-butas na ilalim ay ipinasok at pinupuno ng mga produktong papainitin.
Ang mga heater ay matatagpuan sa gilid ng oven, sa paligid ng basket, ngunit pinaghihiwalay mula dito ng isang screen na lumalaban sa init upang maiwasan ang direktang radiation at ang nauugnay na overheating ng mga produkto na katabi ng mga dingding ng basket. Sa ibaba, ang oven ay nilagyan ng fan na nagtutulak ng pinainit na hangin sa mga basket. Ang hangin na ito ay pagkatapos ay pinalihis nang radially sa annular space sa pagitan ng basket at ng mga dingding ng oven at pinainit, na naghuhugas ng mga heater.
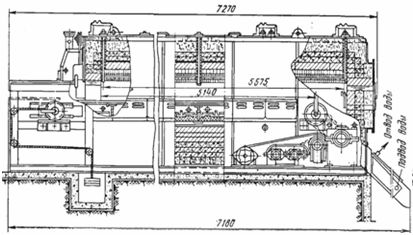
Sa fig. Ang 4 ay nagpapakita ng isang oven para sa pagpapatayo ng mga electrodes ng hinang sa temperatura na 400 ° C. Ang kapangyarihan ng hurno 210 kW, ang mga electrodes ay inilalagay sa mga cart, mga frame at sa tulong ng isang hydraulic pusher at puller ay isinasagawa sa pamamagitan ng oven. Ang furnace ay may panloob na fan 6 pati na rin ang panlabas na fan 10.
Ang mga heater ay matatagpuan sa gilid ng mga dingding ng pugon. Kaya, sa oven na ito, ang mga daloy ng hangin ay nakadirekta patayo sa linya ng paggalaw ng mga produkto. Ang ganitong mga hurno ay maaaring itayo ng multi-zone.
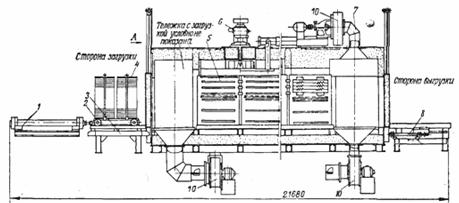
kanin. 4. Electric pusher drying oven: 1 — pusher, 2 — cart, 3 — table, 4 — frame para sa paglalagay ng mga electrodes, 5 — heating chamber, 6 — furnace fan, 7 — air duct, 8 — dredger, 9 — hydraulic door lift drive, 10 - panlabas na fan
Mga disenyo ng katamtamang temperatura ng pugon
Ang mga hurno ng katamtamang temperatura para sa paggamot sa init ay lubhang magkakaibang. Ang pinakasimpleng at sa parehong oras na unibersal na pugon ay ang hurno ng silid (Larawan 5). Binubuo ito ng isang hugis-parihaba na silid na may lining na lumalaban sa apoy at thermal insulation, na natatakpan ng bubong at inilagay sa isang metal na pambalot.
Ang pugon ay ikinarga at ibinababa sa pamamagitan ng pagbubukas sa harap na dingding, na natatakpan ng isang pinto. Ang mga heater ay matatagpuan sa apuyan at sa mga dingding sa gilid ng pugon, mas madalas sa bubong. Sa napakalaking oven, ang mga heater ay matatagpuan sa likod ng oven at sa mga pinto upang matiyak ang isang mas pantay na pamamahagi ng temperatura sa silid ng oven. Ang mga pampainit sa ibaba ay karaniwang natatakpan ng mga refractory plate kung saan inilalagay ang mga pinainit na produkto.
Ang mga pintuan ng mga hurno ng silid, bilang panuntunan, ay gawa sa pag-aangat, sa mga maliliit na oven na may manual o foot drive (na may foot drive ang kamay ng manggagawa ay nananatiling libre), sa mas malaki - na may mga electromechanical. Sa pangalawang kaso, ang mga switch ng limitasyon ay naka-install sa itaas at mas mababang mga posisyon ng pinto, na pinapatay ang de-koryenteng motor sa mga posisyon sa dulo.
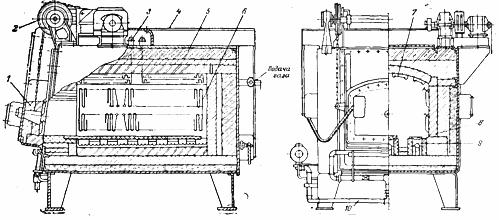
kanin. 5. Chamber electric furnace na may metal heaters at flame curtain: 1 — pinto, 2 — lifting mechanism ng pinto, 3 — outlet ng heater, 4 — casing, 5 — lining, 6 — side heaters, 7 — roof heaters, 8 — apuyan, 9 — heater, 10 — apoy na kurtina aparato.
Ang mga chamber furnace sa mga troli ay ginagamit para sa pagsusubo o iba pang heat treatment ng malalaking bahagi na hindi mai-load nang manu-mano sa furnace. Ang mga ito ay isang silid na walang ilalim at kadalasang walang dingding sa harap na nakatayo sa mga haligi (Fig.6) at isang troli sa mga roller, kung saan naka-mount ang apuyan at ang harap na dingding ng pugon, na gumagalaw sa mga riles sa tulong ng isang electric drive o isang electromechanical winch. Ang troli ay nagsisimula mula sa ilalim ng oven, ang mga bahagi ay ikinarga dito ng isang kreyn, pagkatapos ay gumagalaw ito sa ilalim ng silid at ang oven ay nakabukas para sa pagpainit.
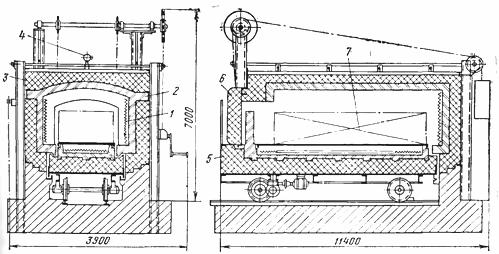
kanin. 6. Chamber furnace na may bogie hearth: 1 — heater, 2 — refractory masonry, 3 — thermal insulation, 4 — thermocouple, 5 — drawer, 6 — pinto, 7 — cage
Pagkatapos ng pagtatapos ng annealing cycle, ang karwahe ay muling umalis sa pugon at ibinababa. Ang mga furnace heater ay karaniwang matatagpuan sa mga gilid, likod at harap na mga dingding at sa apuyan, at kung minsan din upang magbigay ng mas pantay na pag-init sa kahabaan ng vault. Ang ibaba at harap na mga heater sa dingding ay pinapagana ng mga flexible na cable o blade contact. Ang ganitong mga hurno ay matipid lamang sa isang malaking singil, na umaabot sa kapasidad na 100 tonelada at higit pa at isang kapasidad na 3000 - 5000 kW.
Ang pangalawang pangkalahatang pangkat ng mga batch furnace ay shaft furnaces. Ang mga ito ay ginawa sa anyo ng mga bilog, parisukat o hugis-parihaba na mga baras, bukas sa tuktok at natatakpan ng takip (Larawan 7).
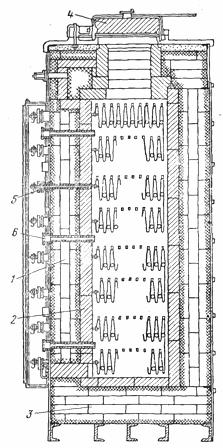
kanin. 7. Shaft electric furnace: 1 - heater, 2 - refractory masonry, 3 - thermal insulation, 4 - furnace cover, 5 - heater outlet, 6 - thermocouple.
Ang mga pampainit sa mga hurno ng baras ay karaniwang naka-install sa mga dingding sa gilid (ang mga pampainit sa ibaba ay bihirang naka-install, higit pa sa mga flat na hugis-parihaba na hurno). Minsan sa mga bilog na hurno na idinisenyo para sa pagpainit ng isang guwang na cylindrical charge (mga bundle ng wire, mga rolyo ng lata), bilang karagdagan, ang isang vertical na sentral na pampainit ay matatagpuan sa kahabaan ng axis. Pinoprotektahan ng mga espesyal na gabay na lumalaban sa init ang mga heater mula sa pagkasira kapag ang mga bagay ay inilagay o inalis mula sa oven o mga basket ng mga bagay.
Ang mga shaft furnace kung minsan ay ginagawang napakalalim para sa heat treatment ng mga shaft at pipe (10 m o higit pa ang lalim) na may ilang mga heat zone upang matiyak ang pare-parehong pag-init sa taas. Kasabay nito, ang isang batch ng mga tubo ay nakolekta sa labas ng pugon, naayos sa isang espesyal na suspensyon at ibinaba sa pugon ng isang kreyn.
Ang mga hurno na ito ay hindi gaanong nababaluktot kaysa sa mga hurno ng silid, ngunit sa ilang mga kaso mayroon silang makabuluhang mga pakinabang. Ang paglo-load at pagbabawas ng mga mabibigat na produkto sa pugon ay madaling gawin gamit ang isang conventional bridge crane sa pagawaan, o kung hindi ito magagamit, pagkatapos ay sa isang hoist o isang bloke. Sila ay kumukuha ng mas kaunting espasyo dahil sila ay karaniwang nakabaon sa lupa upang mapadali ang pagpapanatili. Ang mga ito ay madaling i-seal at sa gayon ay binabawasan ang oksihenasyon ng produkto sa pamamagitan ng paglikha ng buhangin, langis o water seal para sa takip.
Dahil sa kanilang higit na compactness at mas mahusay na sealing ng mga takip kumpara sa mga pinto, ang mga pagkalugi ng mga furnace na ito ay mas maliit kaysa sa mga chamber furnaces at umabot sa 15 hanggang 25% ng nominal na kapangyarihan.
Ang mga constructions ng methodical furnaces ay nag-iiba pangunahin depende sa paggamit ng isa o ibang mekanismo para sa paglipat ng mga pinainit na produkto sa loob ng furnace. Kaya, ang mga conveyor oven ay may conveyor — isang walang katapusang web na nakaunat sa pagitan ng dalawang shaft, na ang isa ay humahantong at hinihimok upang paikutin ng isang espesyal na motor. Ang mga bahagi ay inilalagay sa conveyor nang manu-mano o may isang espesyal na feeder at inilipat dito mula sa dulo ng pag-load ng pugon hanggang sa dulo ng pag-unload.
kanin. 8. Electric Conveyor Hardening Furnace
Ang conveyor belt ay gawa sa tinirintas na nichrome mesh (para sa pinakamagagaan na bahagi) o ng mga naselyohang plate at rod na nagkokonekta sa kanila, at para sa mabibigat na bahagi - ng mga naselyohang link o cast chain. Sa huling kaso, ang drive shaft ng conveyor ay may ngipin at gumaganap ng papel ng mga gears, na ang mga ngipin ay nasa pagitan ng mga link ng chain.
Ang conveyor ay maaaring ilagay sa oven chamber bilang isang buo, kasama ang dalawang shaft, kung saan ito ay pinainit sa lahat ng oras at samakatuwid ang init na naipon dito ay naka-imbak.
Ang mga disadvantages ng disenyo na ito ay: napakahirap na mga kondisyon ng operating ng dalawang conveyor shaft sa mataas na temperatura zone, ang kahirapan sa kanilang pagkumpuni (mababang accessibility) at ang abala ng paglo-load ng mga bahagi sa mainit na ibabaw ng conveyor. dapat nitong palamigin ang mga shaft ng tubig, na humahantong sa medyo makabuluhang pagkawala ng init.Dahil dito, ang mga dulo ng conveyor at ang mas mababang sangay nito ay madalas na tinanggal mula sa lining. Naturally, sa kasong ito ang conveyor ay lumalapit sa sisingilin na dulo ng pugon na pinalamig, at samakatuwid ang init na naipon nito ay nawawala. Ang mga pagkawala ng init na ito ay mas malaki kaysa sa mga may malamig na tubig sa mga saradong conveyor oven.
Ang mga heater sa isang conveyor furnace ay matatagpuan halos sa bubong at sa apuyan, sa ilalim ng itaas na sangay ng conveyor, mas madalas sa mga dingding sa gilid ng silid. Ang mga conveyor furnace ay ginagamit upang magpainit lamang ng medyo maliliit na bahagi hanggang sa 900 ° C, dahil sa mas mataas na temperatura, ang operasyon ng mga mekanikal na na-load na bahagi ng conveyor ay nagiging hindi maaasahan.
Ang isang espesyal na grupo ay binubuo ng tinatawag na stretching furnaces, na ginagamit upang magpainit ng mga wire o strips ng bakal at non-ferrous na mga metal.Ang mga ito ay isang silid na may mga heaters kung saan ang isang strip o bundle ng mga wire ay ipinapasa sa mataas na bilis (hanggang sa 0.5 m / s) (fig. siyam). Sa mga stretch furnace, nakakamit ang napakapantay na pag-init at ang mga depekto sa paggamot sa init ay maaaring mabawasan sa zero.
kanin. 9. Stretching belt furnace: 1 — heated belt, 2 — furnace heaters, 3 — supporting rollers.
Mga disenyo ng mataas na temperatura ng pugon
Ang pinakakaraniwan ay ang pangkat ng mga hurno na may mga carburund heaters. Ang mga heaters ng Carborundum ay maaaring gumana hanggang sa 1450 ° C, samakatuwid ang mga hurno na may mga heaters ng carborundum ay sumasakop sa hanay na 1200 - 1400 ° C. Naiiba sila sa mga hurno ng katamtamang temperatura na may mas makapal na lining na binubuo ng hindi bababa sa tatlong mga layer.
Dahil ang paglaban ng mga rod ay nagbabago nang malaki sa panahon ng pag-init at, bukod dito, upang maiwasan ang kanilang pinsala, ang isang medyo mabagal na pag-init sa 850 ° C sa pinababang boltahe ay kinakailangan, kung gayon ang mga high-temperature na hurno na may mga carburund heaters ay ibinibigay sa mga control transformer, na nagpapahintulot sa pagbabago. ang supply boltahe sa maliliit na hakbang kahit man lang sa ratio na 2:1.
Ito ay kinakailangan din, dahil sa panahon ng operasyon ang rods edad, pagtaas ng kanilang paglaban, bilang isang resulta kung saan ito ay kinakailangan upang madagdagan ang boltahe na ibinibigay dito upang mapanatili ang nakaraang kapangyarihan ng pugon.
Dahil sa pagtanda, na nangyayari na may iba't ibang intensity para sa mga indibidwal na rod, hindi inirerekomenda na ikonekta ang mga ito sa serye dahil sa posibleng iba't ibang mga pagbabago sa kanilang paglaban sa panahon ng pag-init.Sa kabilang banda, kung ang isa sa mga bar na konektado sa kahanay ay nabigo, hindi ito mapapalitan ng bago, dahil ang paglaban ng iba pang mga bar ay tumaas na, kinakailangan upang palitan ang lahat ng mga ito ng mga bago, o kunin mula sa luma. , gumagana nang mga bar, bawat isa ay may paglaban na angkop para sa mga kundisyong ito.
kanin. 10. Chamber na may mataas na temperatura na pugon. Ang mas mababang silid na may mga metal heater ay ginagamit para sa pagpainit, ang itaas na isa para sa mataas na temperatura na may silicon carbide heaters.