Pag-install ng mga wire sa mga overhead na linya
 Para sa mga overhead na linya na may boltahe na hanggang 1 kV, higit sa lahat ang aluminum, steel-aluminum at steel conductors ay ginagamit.
Para sa mga overhead na linya na may boltahe na hanggang 1 kV, higit sa lahat ang aluminum, steel-aluminum at steel conductors ay ginagamit.
Ang kumplikadong mga gawa sa pag-install ng mga wire sa itaas na linya ay kinabibilangan ng: pag-ikot sa ruta ng overhead na linya at pagkonekta sa mga wire, pag-aangat, pagsasaayos ng sag at pag-aayos ng mga wire sa mga insulator.
Ang mga wire ay pinagsama mula sa magkabilang panig ng mga naka-install na suporta kasama ang overhead na linya. Ang mga conical rotor o portable machine ay ginagamit para sa paikot-ikot na mga coil ng mga wire, at para sa mga wire na inihatid sa track sa mga drum, isang collapsible drum hoist ang ginagamit.
Sa haba ng linya na hindi hihigit sa 0.5 km at isang wire cross section na hanggang 50 mm2, isang turntable, machine o drum na may wire ay naka-install sa isang drum lifter sa unang suporta sa simula ng linya at, nakakakuha sa dulo ng wire, hilahin ito sa huling suporta, i.e. hanggang sa dulo ng linya. Sa mahabang linya, ang mga device na ito ay inilalagay sa kompartimento ng pasahero ng isang kotse na nakababa ang tailgate, at habang gumagalaw ang kotse sa mga suporta, ang wire ay nababakas, tinitiyak na walang mga loop ("lambs") na nabuo sa wire.
Kasabay ng pag-roll ng wire, maingat itong sinusuri upang matukoy ang mga depekto sa wire sa anyo ng mga break sa mga indibidwal na core, malalaking dents, atbp. Ang mga depekto na matatagpuan sa wire ay minarkahan ng pintura at pagkatapos ay tinanggal bago alisin ang mga wire na nakataas. sa suporta.
Kung ang wire ay inihatid sa lugar ng trabaho sa isang drum na naka-mount sa mga jacks, ito ay pinagsama nang hindi inaalis ito mula sa kotse, na dati nang itinaas ang drum 10-15 cm sa itaas ng sahig ng katawan sa tulong ng mga jack at isang pipe na sinulid. sa pamamagitan ng isang axial hole sa drum.
Ang dulo ng wire, na tinanggal mula sa drum bago magsimula ang paggalaw ng kotse, ay nakakabit sa anchor support, kung saan ang wire ay pinagsama sa mga suporta na sumusunod sa direksyon ng track ng overhead line. Kung ang haba ng pinagsama na kawad ay lumalabas na hindi sapat, kung gayon ang isang wire ng katulad na disenyo, gumawa at seksyon mula sa isa pang drum ay konektado dito.
Upang ikonekta ang mga wire mula sa mga overhead na linya hanggang sa 1 kV, gamitin ang: twisting, banding, koneksyon sa isang hugis-itlog na connector (manggas) na may kasunod na crimping at hinang ng mga dulo ng mga wire sa isang loop, butt welding ng mga dulo ng mga wire at kanilang kasunod na crimping kasama ang isang shunt sa dalawang magkahiwalay na connecting sleeves, butt welding ang mga dulo ng wires at crimping them together sa isang insert sa isang oval connecting sleeve, overlapping wires na may crimping sa connecting sleeve, connecting wires na may bolt clamp.
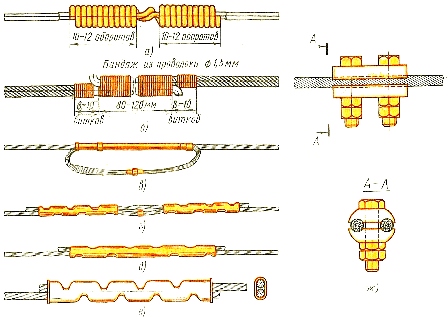
kanin. 1. Pagkonekta ng mga wire ng mga overhead na linya hanggang 1 kV: a — twisting, b — shaping, c — pressing into a sleeve and welding into a loop, d — pressing the wire together with a shunt, e — butt welding at crimping into a manggas, f - magkakapatong na crimp sa manggas, g - bolt clamp
Ang twist (Fig.1, a) ay ang pinakasimpleng paraan upang ikonekta ang mga single-wire na bakal at bimetallic na mga wire, kung saan ang mga dulo ng mga wire ay magkakapatong sa haba na 180-200 mm, at pagkatapos ay i-clamp sila ng mga pliers sa gitna ng seksyon ng pagkonekta , ang isang wire ay nasugatan sa isa (sa kaliwa at kanan ng mga pliers), na inilalagay ang mga liko nang mahigpit sa isa't isa.
Ang dressing (Larawan 1, b) ay ginagamit kapag kumukonekta sa mga single-core na wire. Ang mga dulo ng mga wire ay baluktot sa tamang mga anggulo at inilagay sa ibabaw ng bawat isa sa haba na 80-120 mm, depende sa kanilang cross section. Pagkatapos ay 5 — 6 na pagliko ng malambot na galvanized wire na may diameter na 1.5 mm ay nasugatan sa isa sa mga wire na ikonekta at inilipat kasama ang wire na ito sa bendahe ng seksyon ng pagkonekta. Matapos takpan ang buong haba ng koneksyon gamit ang mga wire turn, gumawa ng 5 - 6 na pagliko sa pangalawa ng mga wire na kailangan mong ikonekta. Upang madagdagan ang lakas ng pagkonekta ng mga wire na tanso sa malalayong distansya, ang bendahe ay ibinebenta ng POS-ZO o POS-40 na panghinang.
Ang mga koneksyon sa isang hugis-itlog na manggas (Larawan 1, c) ay ginagamit para sa mga multi-core na aluminum wire. Upang makumpleto ang koneksyon, ang mga wire ay ipinasok sa isang hugis-itlog na manggas na naaayon sa cross-section ng mga wire at pinindot pasulong sa isa't isa upang na ang mga dulo ng mga wire ay lumabas sa kabaligtaran (outlet) na mga butas ng manggas. Pagkatapos ang manggas ay crimped, at ang mga libreng dulo ng mga wire ay butt-welded sa loop.
Ang pagkonekta ng mga wire sa pamamagitan ng pag-crimping sa dalawang manggas kasama ang isang shunt (Fig. 1, d) ay pangunahing ginagamit kapag nag-i-install ng mga multi-core na aluminum wire na may cross section na 70 mm2 at higit pa. Ang operasyon ng pagpindot sa mga bushings ay isinasagawa sa pamamagitan ng mga mekanismo ng crimping.
Ang koneksyon ng mga wire sa isang hugis-itlog na manggas sa pamamagitan ng paunang butt welding ng mga wire at kasunod na pagpindot sa manggas at mga wire kasama ng isang insert (Larawan 1, e) ay kadalasang ginagamit sa gitna ng isang malaking seksyon kapag nag-i-install ng mga multi-core na mga wire mula sa mga overhead na linya na matatagpuan sa III o IV na rehiyon ng yelo at may posibleng pagkakalantad ng mga konduktor ng linya sa mataas na pagkarga ng hangin.
Ang pagkonekta ng mga wire sa pamamagitan ng overlapping crimping sa isang hugis-itlog na manggas (Larawan 1, e) ay ang pinakasimpleng paraan na ginagamit sa pag-install ng mga multi-core wire na may cross section na 16-50 mm2.
Ipinapakita sa fig. 1, a, b, c, d, e, f na mga pamamaraan ay maaaring gamitin upang ikonekta ang mga wire sa hanay ng mga overhead na linya. Ang mga bushes at wire ay dapat na pareho ng metal: tanso (COM) - para sa mga wire na tanso, aluminyo (SOA) - para sa aluminyo, bakal (SOS) - para sa bakal.
Ang pagkonekta ng mga hubad na wire ay maaari ding gawin gamit ang mga bolt clamp. Ang isang bolt clamp (Larawan 1, g) ay pinapayagan na ikonekta ang mga wire sa mga suporta lamang at sa kondisyon na ang mga wire ay hindi makakaranas ng mekanikal na stress. Ang bolt bracket ay binubuo ng dalawa o tatlo (depende sa cross-section ng wire) galvanized bolts na may nuts at dalawang dies na may longitudinal grooves.
Upang matiyak ang kinakailangang kontak sa bracket, ang mga diameter ng mga butas na nabuo kapag kumokonekta sa mga dies ay dapat na bahagyang mas maliit kaysa sa mga diameter ng mga wire. Kapag nag-i-install ng mga clamp, ang mga contact surface ng mga matrice kaagad bago ikonekta ang mga wire ay hugasan ng gasolina at lubricated na may manipis na layer ng teknikal na petrolyo jelly.
Ang mga ibabaw ng mga clamp para sa pagkonekta ng mga wire ng aluminyo ay nililinis ng isang brush na bakal sa isang layer ng petrolyo jelly, at ang mga ibabaw ng mga wire ay naproseso din. Ang mga bolts ay dapat higpitan ng isang wrench na may puwersa na hindi hihigit sa 25 kgf. Sa kasong ito, hindi pinapayagan na gumamit ng mga aparato na nagpapataas ng puwersa ng pag-clamping upang maiwasan ang pagdurog sa mga wire sa pagkonekta o pagkasira ng thread ng mga bolts. Ang mga thread ng bolts at nuts ng bracket ay dapat na lubricated na may petrolyo jelly o grasa. Ang paggamit ng mga lock nuts ay sapilitan.
Pagkatapos higpitan ang mga bolts, ang isang puwang ng 3 - 5 mm ay dapat manatili sa pagitan ng mga namatay. Ang buong akma ng mga clamping dies ay magsasaad ng kawalan ng kinakailangang kontak at ang clamp ay dapat palitan. Upang maprotektahan ang mga contact surface mula sa oksihenasyon, ang mga panlabas na gaps at ang mga lugar kung saan ang mga wire ay lumabas sa clamp ay natatakpan ng isang 1-3 mm layer ng paste - pulang tingga na diluted na may natural na drying oil.
Pagkatapos ng 8 — 10 araw pagkatapos i-install ang bracket, inirerekumenda na dagdagan ang mga bolts nito, dahil dahil sa pagbaba sa pagkalastiko ng mga wire, ang presyon sa pagitan ng mga namatay at mga wire ay bahagyang bababa, na hahantong sa pagkasira ng ang pakikipag-ugnayan sa pagitan nila at posible pag-init ng lugar ng koneksyon.
Kapag nagde-deploy ng mga overhead wire, madalas na kinakailangan na tumawid sa mga riles ng tren, mga highway na may mabigat na trapiko, pati na rin ang mga linya ng komunikasyon, ang pagpapatakbo nito ay hindi maaaring magambala kahit sa maikling panahon. Sa ganitong mga kaso, ang mga pansamantalang transition device ay itinayo para sa pag-coiling ng mga wire.
Sa paligid ng pagpapatakbo ng mga overhead na mga de-koryenteng network, mga network ng catenary, nakuryenteng transportasyon at mga bukas na substation, ang mga wire ay dapat na sugat na may mga espesyal na pag-iingat upang ibukod ang posibilidad ng hindi sinasadyang pakikipag-ugnay sa mga wire na naka-mount sa mga live na bahagi ng mga electrical installation na ito.