Ang pamamaraan para sa paghahanda at pag-compile ng mga programa para sa mga programmable controllers
Ang mga function ng control ng kagamitan ay tinutukoy ng teknolohiya ng proseso at organisasyon. Samakatuwid, sa pangkalahatan, ang mga ito ay medyo tiyak at indibidwal sa bawat yunit o site. Gayunpaman, kapag ang problema sa pagbuo ng mahusay, mobile at nababaluktot na software para sa mga sistema ng automation ay ipinakita at nalutas, ang mga kumplikadong function ng kontrol ay karaniwang kinakatawan bilang isang hanay ng mga simpleng aksyong elementarya tulad ng "paganahin", "paganahin", "pagkaantala sa pagpapatupad" atbp. .
Mula sa mga posisyong ito, ang karamihan sa mga function ng kontrol ay maaaring bawasan sa dalawa, na medyo karaniwan para sa anumang mga gawain - lohikal at regulasyon. Ang una ay kilala bilang pangkalahatang time action algorithm at ang huli ay kilala bilang parameter ng oras. Ang pinaka-pangkalahatang pagtatanghal ng naturang mga tipikal na pag-andar para sa pagkontrol ng teknolohikal na kagamitan ay ipinapakita sa fig. 1, a at b.
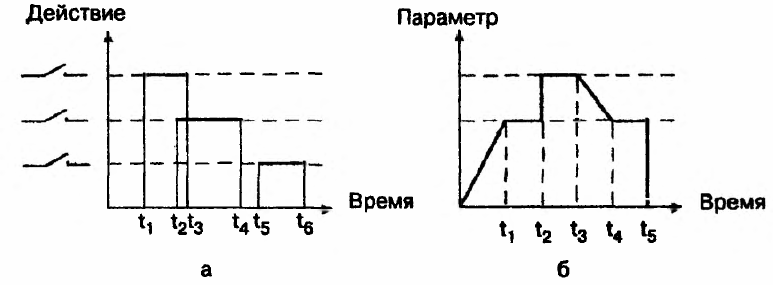
kanin. 1. Mga karaniwang function ng control ng mga kagamitan sa proseso
Batay sa pagsusuri ng mga quantitative na katangian ng ipinatupad na mga function ng control sa bawat partikular na halimbawa ng mga teknolohikal na kagamitan, maaaring mabuo ang mga teknikal na kinakailangan sa isang programmable logic controller (PLC) bilang isang paraan ng kontrol sa mga tuntunin ng katumpakan, bilis, ang bilang ng mga parallel na gawain upang malutas, ang dami ng memorya, ang komposisyon ng peripheral na kagamitan, mga tool sa pag-uusap, atbp.
Ang pamantayan ng IEC 61131-3 ay naglalarawan ng 5 programming language na nagreresulta mula sa pananaliksik ng pinakamatagumpay na pag-unlad ng pagmamay-ari ng mga pinuno ng mundo sa merkado ng PLC:
-
ang wika ng relay-contact circuits (RKS) o ladder diagrams LD (ladder diagram),
-
wika ng function block diagram (FBD), FBD (function block diagram),
-
IL (listahan ng mga tagubilin) na wika — karaniwang assembler na may mga transition ng accumulator at label,
-
Ang ST (Structured Text) na wika ay isang mataas na antas ng text language,
-
SFC (Sequential Function Chart) chart. Utang ng SFC ang pinagmulan nito sa Petri nets.
Ang mga wika ng PLC ay napaka orihinal at malaki ang pagkakaiba sa mga kilalang wika ng computer programming.
Ang pamantayan ay hindi nag-oobliga sa mga developer ng PLC na ipatupad ang lahat ng mga programming language. Karaniwan, ang mga maliliit na tagagawa ng PLC ay nagpapatupad ng maramihan o iisang wika. Sa maraming paraan, ang priyoridad ng paggamit ng isang partikular na programming language ay nakasalalay sa mga tradisyong itinatag ng kasaysayan ng industriya o lugar ng aplikasyon.
Ang standardisasyon ng mga programming language at ang modelo ng PLC ay humantong sa paglitaw ng mga dalubhasang kumpanya na nakikibahagi sa disenyo ng mga programming system para sa mga PLC, na nagbibigay ng paglipat mula sa isang programming language patungo sa isang machine language sa iba't ibang antas:
-
kapag pumapasok sa isang programa;
-
kapag nag-render;
-
kapag nagbabago o naglilipat ng hiwalay na command o program area;
-
kapag may nakitang mga error sa syntax at nagbibigay ng senyas sa operator.
Upang maisagawa ang mga gawaing ito, ang sistema ng programming ay maaaring matagumpay na gumana sa lokal na mode, iyon ay, nang nakapag-iisa sa controller. Nagbibigay ito ng pagkakataon sa programmer na magsulat ng isang programa mula sa anumang maginhawang lugar, at hindi sa isang production workshop, iyon ay, sa isang kapaligiran na mas kanais-nais sa proseso ng creative. Ang posibilidad ng pagmomodelo ay lubos na nagpapadali sa proseso ng pag-debug ng programa at nagpapabuti sa organisasyon ng trabaho.

Ang mga pangunahing yugto ng paghahanda at programming para sa mga programmable controllers ay ang mga sumusunod:
1. Tukuyin kung ano ang dapat gawin ng kinokontrol na sistema (control object), ang mga layunin ng kontrol at iba pang karagdagang mga pag-andar na ginagawa ng control system, ang pagkakasunud-sunod ng mga operasyon na isinagawa ng mga actuator na may paggalang sa oras at ang estado ng mga sensor at control device.
2. Bumuo ng algorithm ng programa sa graphic form.
3. Tukuyin kung aling mga module ang kailangan para ikonekta ang mga sensor, control device, actuator, alarm, at iba pang kagamitan na kailangan para pamahalaan ang site.
Kapag pumipili ng mga module, pag-aralan ang mga parameter ng input / output signal (boltahe at kasalukuyang mga antas) at ang pag-andar ng mga module. Bigyang-pansin ang posibilidad ng paggamit matalinong mga module, na maaaring magsagawa ng pre-processing ng mga input signal at ilang lokal na function ng kontrol, na lubos na makakabawas sa pagiging kumplikado ng programming.
4.Gumawa ng diagram o talahanayan upang ikonekta ang lahat ng input at output device ng control object at kagamitan na ginagamit sa proseso ng kontrol sa controller modules.
5. Sumulat ng isang programa sa isa sa mga PLC programming language na gumaganap ng isang tiyak na pagkakasunud-sunod ng mga operasyon, ang kanilang pagkakaugnay at bubuo ng mga posibleng sitwasyong pang-emergency.
6. Suriin ang programa para sa mga error sa syntax at itama ang mga ito, at pagkatapos ay para sa mga error sa run-time at gumawa din ng mga naaangkop na pagwawasto.
7. Isulat ang program at lahat ng kinakailangang operating parameter sa controller.
8. Pagkatapos na ganap na mabuo ang control system, suriin ang program sa aktwal na proseso ng kontrol at, kung kinakailangan, gumawa ng mas tumpak na mga setting.
9. Mag-save ng dalawang kopya ng huling programa at itabi ang mga ito sa magkahiwalay na lokasyon.