Pagkonekta at pagsasanga ng mga wire sa pamamagitan ng pag-twist
 Ang paraan ng pagkonekta sa mga wire sa pamamagitan ng pag-twist ay simpleng ipatupad, ngunit nangangailangan ng kasunod na paghihinang ng koneksyon. Kapag pinaikot, ang mga wire ay may kaunting mga contact point, at kapag ang kasalukuyang dumadaan sa koneksyon, ang contact ay nag-overheat, na maaaring magdulot ng sunog. Samakatuwid, ang pagkonekta ng mga wire sa pamamagitan ng pag-twist nang walang paghihinang ay hindi pinapayagan. Tinitiyak ng paghihinang ang pagiging maaasahan ng electrical contact at ang kinakailangang lakas ng makina.
Ang paraan ng pagkonekta sa mga wire sa pamamagitan ng pag-twist ay simpleng ipatupad, ngunit nangangailangan ng kasunod na paghihinang ng koneksyon. Kapag pinaikot, ang mga wire ay may kaunting mga contact point, at kapag ang kasalukuyang dumadaan sa koneksyon, ang contact ay nag-overheat, na maaaring magdulot ng sunog. Samakatuwid, ang pagkonekta ng mga wire sa pamamagitan ng pag-twist nang walang paghihinang ay hindi pinapayagan. Tinitiyak ng paghihinang ang pagiging maaasahan ng electrical contact at ang kinakailangang lakas ng makina.
natanggap ko mataas na kalidad na paghihinang kinakailangang piliin ang tamang panghinang, alisin ang oxide film sa mga konektadong ibabaw ng contact. Kapag kumokonekta sa tanso, ang oxide film ay tinanggal bago ang paghihinang, at kapag kumokonekta sa mga wire ng aluminyo - sa panahon ng proseso ng paghihinang.
Ang temperatura ng pag-init ng punto ng paghihinang ay dapat na 30 — 50 ° C na mas mataas kaysa sa temperatura ng pagkatunaw ng solder at flux. Ang mababang temperatura ay nagbibigay ng tinatawag na «cold soldering», na may mababang mekanikal na lakas at lumilikha ng hindi mapagkakatiwalaang electrical contact.
Ang panghinang na bakal ay hindi dapat uminit kapag naghihinang.Sa kasong ito, ang rosin ay nagsisimulang masunog at sa halip na linisin ang ibabaw, ito ay nakakahawa dito. Upang maiwasan ang pinsala sa pagkakabukod, isang 2-3 mm ang haba na seksyon ng core ay hindi naka-lata bago putulin.
Ang isang tampok ng paghihinang at hinang ng mga wire na aluminyo ay na sa panahon ng proseso ng paghihinang, ang oxide film mula sa ibabaw ng mga konektadong wire ay tinanggal nang mekanikal sa ilalim ng isang layer ng tinunaw na panghinang o kemikal - sa pamamagitan ng paggamit ng mga espesyal na flux na sumisira sa oxide film sa isang tiyak na lugar. temperatura. Sa pagtatapos ng paghihinang, ang mga labi ng pagkilos ng bagay ay maingat na inalis, dahil maaari silang maging sanhi ng pagkasira ng contact.
Ang mga soldered joints ng aluminum wires sa basang hangin ay hindi inirerekomenda dahil sa posibleng kaagnasan. Ang mga punto ng paghihinang ay protektado mula sa kahalumigmigan na may mga proteksiyon na takip.
Ang koneksyon at pagsasanga ng single-core at multi-core na mga wire na tanso PR, PRVD, PRD ay ginagamit sa bukas na mga kable ng mga rolyo at insulator. Ang pamamaraang ito ay ginagamit din sa mga de-koryenteng mga kable na may mga flat conductor na PPV, atbp., kapag ang mga kahon ng junction ay walang insert na may mga contact clamp.
Ang mga pamamaraan ng wire ay ipinapakita sa Figure 1.
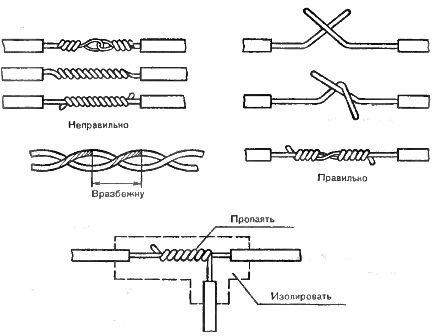
kanin. 1. Mga paraan ng pagkonekta at pagsasanga ng mga wire sa pamamagitan ng pag-twist
Upang ikonekta ang dalawang piraso ng mga wire, kinakailangan na mahigpit na i-twist ang mga wire ng kasalukuyang nagdadala ng mga wire at i-cross ang mga wire. Ang dulo ng kaliwang kawad ay ginawang 6 - 8 na pagliko sa kanan, at ang dulo ng kanang kawad ay ginawa ring 6 - 8 na pagliko sa kaliwa, ngunit sa kabilang direksyon.
Ang mga twisted joint ay dapat na hindi bababa sa 10-15 diameters ng connecting wires. Ang mga joints ay crimped na may pliers soldered na may POS-3O o POS-40 solder.Ang soldered twist ay insulated kasama ang buong haba ng koneksyon, na may obligadong pagkuha ng hindi malinis na pagkakabukod ng mga wire. Ang koneksyon ng dalawang baluktot na mga wire sa bawat isa ay ginagawa nang sapalaran.
Ang paghihinang ng aluminyo ay ginagawa gamit ang isang panghinang na may panghinang A. Kung ang ibang mga panghinang ay ginagamit, pagkatapos ay isang blowtorch ang ginagamit. Ang panghinang A ay lumalaban sa kaagnasan, maginhawa para sa paghihinang at tinning. Ang oxide film ng aluminyo ay mekanikal na nawasak kapag ang isang wire ay kuskusin ng panghinang, kaya walang flux ang kinakailangan kapag naghihinang.
Kapag ang paghihinang ng single-wire aluminum conductors na may cross section na 2.5 - 10 mm2, ang koneksyon at sumasanga ay isinasagawa sa anyo ng isang double twist na may isang uka. Ang pagkakabukod ay inalis mula sa mga core, na-sanded sa isang metallic shine, overlapped na may isang double twist upang bumuo ng isang uka kung saan ang mga core ay nagtatagpo.
Ang pinagsamang ay pinainit gamit ang isang blowtorch o panghinang na bakal hanggang sa punto kung saan ang shoot ay nagsisimulang matunaw. Gamit ang isang panghinang A, malakas na kuskusin ang uka sa isang gilid. Bilang isang resulta ng alitan, ang pelikula ay natanggal at ang uka ay napuno ng panghinang. Katulad nito, ang uka sa kabilang panig ay puno ng panghinang. Pagkatapos ng paglamig, ang twist compound ay nakahiwalay.