Mga kagamitang elektrikal ng mga electric arc furnace
aparato ng arc furnace
 Ang pangunahing layunin ng mga arc furnace ay upang matunaw ang mga metal at haluang metal. May mga direkta at hindi direktang arc furnace. Sa direktang pagpapaputok ng mga arc furnace, ang arko ay nasusunog sa pagitan ng mga electrodes at ng tinunaw na metal. Sa mga indirect arc furnace - sa pagitan ng dalawang electrodes. Ang pinakalaganap ay ang mga direktang pinainit na arc furnace na ginagamit para sa pagtunaw ng ferrous at refractory metals. Ang mga indirect arc furnace ay ginagamit upang matunaw ang mga non-ferrous na metal at kung minsan ay cast iron.
Ang pangunahing layunin ng mga arc furnace ay upang matunaw ang mga metal at haluang metal. May mga direkta at hindi direktang arc furnace. Sa direktang pagpapaputok ng mga arc furnace, ang arko ay nasusunog sa pagitan ng mga electrodes at ng tinunaw na metal. Sa mga indirect arc furnace - sa pagitan ng dalawang electrodes. Ang pinakalaganap ay ang mga direktang pinainit na arc furnace na ginagamit para sa pagtunaw ng ferrous at refractory metals. Ang mga indirect arc furnace ay ginagamit upang matunaw ang mga non-ferrous na metal at kung minsan ay cast iron.
Ang arc furnace ay isang may linya na shell na nakapaloob sa isang vault, ang mga electrodes ay ibinababa sa loob sa pamamagitan ng isang pagbubukas sa vault na nakikibahagi sa mga electrode holder na konektado sa mga gabay. Ang pagkatunaw ng singil at ang pagproseso ng metal ay nagaganap dahil sa init ng mga electric arc na nasusunog sa pagitan ng singil at ng mga electrodes.
Ang isang boltahe ng 120 hanggang 600 V at isang kasalukuyang ng 10-15 kA ay inilapat upang mapanatili ang arko. Ang mas mababang halaga ng mga boltahe at agos ay nalalapat sa mga hurno na may kapasidad na 12 tonelada at isang kapasidad na 50,000 kVA.
Ang disenyo ng arc furnace ay nagbibigay ng drainage ng metal sa pamamagitan ng drainage pump. Ang slag ay pumped sa pamamagitan ng isang work window cut sa casing.
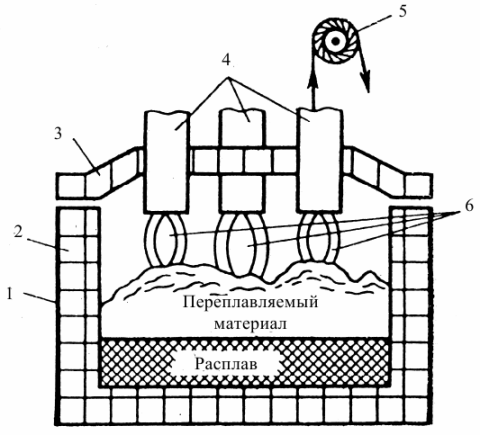
Electric arc furnace: 1 — katawan ng bakal; 2 - matigas ang ulo lining; 3 - bubong ng pugon; 4 - mga electrodes; 5 - mekanismo para sa pag-aangat ng mga electrodes; 6 - bahaghari
Teknolohikal na proseso ng pagtunaw ng metal sa isang arc furnace
Ang pagproseso ng solid charge na na-load sa arc furnace ay nagsisimula mula sa yugto ng pagkatunaw, sa yugtong ito ang arko ay nag-apoy sa pugon at ang pagtunaw ng singil sa ilalim ng mga electrodes ay nagsisimula. Habang natutunaw ang singil, bumababa ang elektrod, na bumubuo ng mga balon ng acceleration. Ang isang tampok na katangian ng yugto ng pagtunaw ay ang hindi kasiya-siyang pagkasunog ng isang electric arc. Ang mababang katatagan ng arko ay dahil sa mababang temperatura sa pugon.
Ang paglipat ng arko mula sa isang singil patungo sa isa pa, pati na rin ang maraming pagkagambala ng arko mula sa mga maikling circuit ng pagpapatakbo, na sanhi ng mga pagbagsak at paggalaw ng mga conductive na piraso ng singil. Ang iba pang mga yugto ng paggawa ng metal ay nasa likidong estado at nailalarawan sa pamamagitan ng tahimik na pagsunog ng mga arko. Gayunpaman, ang isang malawak na hanay ng kontrol sa pagpapatakbo at mataas na katumpakan ng pagpapanatili ng power input sa pugon ay kinakailangan. Tinitiyak ng kontrol ng kapangyarihan ang kinakailangang pag-unlad ng reaksyong metalurhiko.
Ang itinuturing na mga katangian ng teknolohikal na proseso ay nangangailangan mula sa arc furnace:
1) Kakayahang tumugon nang mabilis sa mga operational short circuit at arc interruptions, mabilis na ibalik ang mga normal na kondisyon ng kuryente at limitahan ang operating short circuit currents sa mga katanggap-tanggap na limitasyon.
2) Kakayahang umangkop upang makontrol ang pag-input ng kapangyarihan ng pugon.
Mga de-koryenteng kagamitan ng mga arc furnace
 Kasama sa pag-install ng isang arc furnace, bilang karagdagan sa furnace mismo at sa mga mekanismo nito na may electric o hydraulic drive, at karagdagang mga de-koryenteng kagamitan: isang furnace transformer, mga wire mula sa transpormer hanggang sa mga electrodes ng arc furnace - ang tinatawag na network, distribution unit (RU) sa mataas na boltahe na bahagi ng transpormer na may mga switch ng oven; regulator ng kapangyarihan; mga dashboard at console, kontrol at pagbibigay ng senyas; programming device para sa pagkontrol sa furnace operation mode, atbp.
Kasama sa pag-install ng isang arc furnace, bilang karagdagan sa furnace mismo at sa mga mekanismo nito na may electric o hydraulic drive, at karagdagang mga de-koryenteng kagamitan: isang furnace transformer, mga wire mula sa transpormer hanggang sa mga electrodes ng arc furnace - ang tinatawag na network, distribution unit (RU) sa mataas na boltahe na bahagi ng transpormer na may mga switch ng oven; regulator ng kapangyarihan; mga dashboard at console, kontrol at pagbibigay ng senyas; programming device para sa pagkontrol sa furnace operation mode, atbp.
Ang mga pag-install ng arc furnace ay malalaking mamimili ng kuryente, ang kanilang mga kapasidad ng yunit ay sinusukat sa libu-libo at sampu-sampung libong kilowatts. Ang pagkonsumo ng kuryente para sa pagtunaw ng isang toneladang solidong pagpuno ay umabot sa 400-600 kWh-h. Samakatuwid, ang mga hurno ay pinapakain mula sa 6, 10 at 35 kV na mga network sa pamamagitan ng mga furnace step-down na mga transformer (ang maximum na mga halaga ng boltahe ng pangalawang linya ng mga transformer ay karaniwang nasa hanay na hanggang 320 V para sa mga hurno ng maliit at katamtaman. kapasidad at hanggang 510 V para sa malalaking furnace) .
 Kaugnay nito, ang mga pag-install ng pugon ay nailalarawan sa pagkakaroon ng isang espesyal na substation ng pugon na may isang transpormer at switchgear. Sa mga bagong pag-install, ginagamit ang mga cabinet mula sa kumpletong distribution units (KRU) na ginawa ayon sa pinag-isang mga scheme. Ang mga furnace substation ay matatagpuan malapit sa mga furnace. Ang mga panel at control panel para sa pag-install ng mga arc steel furnace na may kapasidad na hanggang 12 tonelada ay inilalagay sa loob ng furnace substation na may mga service control panel mula sa shop (mula sa working platform). Para sa mas malalaking furnace, maaaring magbigay ng hiwalay na control room na may maginhawang view ng gumaganang bintana ng furnace.
Kaugnay nito, ang mga pag-install ng pugon ay nailalarawan sa pagkakaroon ng isang espesyal na substation ng pugon na may isang transpormer at switchgear. Sa mga bagong pag-install, ginagamit ang mga cabinet mula sa kumpletong distribution units (KRU) na ginawa ayon sa pinag-isang mga scheme. Ang mga furnace substation ay matatagpuan malapit sa mga furnace. Ang mga panel at control panel para sa pag-install ng mga arc steel furnace na may kapasidad na hanggang 12 tonelada ay inilalagay sa loob ng furnace substation na may mga service control panel mula sa shop (mula sa working platform). Para sa mas malalaking furnace, maaaring magbigay ng hiwalay na control room na may maginhawang view ng gumaganang bintana ng furnace.
Ang mga electric arc furnace ay kumonsumo ng malalaking alon, na sinusukat sa libu-libo at sampu-sampung libong amperes. Ang ganitong mga alon ay lumilikha ng malalaking pagbagsak ng boltahe kahit na may maliit na aktibo at pasaklaw na mga resistensya ng mga circuit ng supply ng elektrod. Bilang isang resulta, ang furnace transpormer ay inilalagay sa malapit sa pugon sa isang espesyal na furnace substation. Ang mga circuit na nagkokonekta sa furnace transpormer at mga electrodes ng furnace at pagkakaroon ng maikling haba at kumplikadong istraktura ay tinatawag na maikling network.
 Ang maikling network ng isang arc furnace ay binubuo ng isang busbar sa isang transformer chamber, isang flexible cable string, tube busbars, isang electrode holder at isang electrode na gumagalaw kasama ng carriage. Sa arc furnaces na may kapasidad na hanggang 10 tonelada, ang isang "star of electrodes" scheme ay ginagamit, kapag ang pangalawang windings ng furnace transformer ay konektado sa isang delta sa output ng kamara. Ang iba pang mga scheme ng isang maikling network, na nagpapahintulot na bawasan ang reactance nito, ay ginagamit para sa mas malakas na mga hurno.
Ang maikling network ng isang arc furnace ay binubuo ng isang busbar sa isang transformer chamber, isang flexible cable string, tube busbars, isang electrode holder at isang electrode na gumagalaw kasama ng carriage. Sa arc furnaces na may kapasidad na hanggang 10 tonelada, ang isang "star of electrodes" scheme ay ginagamit, kapag ang pangalawang windings ng furnace transformer ay konektado sa isang delta sa output ng kamara. Ang iba pang mga scheme ng isang maikling network, na nagpapahintulot na bawasan ang reactance nito, ay ginagamit para sa mas malakas na mga hurno.
Ang mga motor na induction ng squirrel cage na na-rate sa 380 V sa 1–2 kW sa maliliit na furnace hanggang 20–30 kW sa mas malalaking furnace ay karaniwang ginagamit sa mga electric drive ng mga mekanismo ng furnace. Mga motor ng mga drive para sa paglipat ng mga electrodes - direktang kasalukuyang ibinibigay ng isang electric machine o magnetic amplifier, pati na rin ng mga thyristor converter. Ang mga drive na ito ay bahagi ng isang independent unit — isang furnace power regulator.
 Sa mga hurno na may kapasidad na higit sa 20 tonelada, upang madagdagan ang pagiging produktibo at mapadali ang gawain ng mga gumagawa ng bakal, ang mga aparato ay ibinibigay para sa paghahalo ng isang likidong paliguan ng metal batay sa prinsipyo ng isang naglalakbay na magnetic field.Ang isang stator na may dalawang windings ay inilalagay sa ilalim ng ilalim ng pugon ng non-magnetic na materyal, ang mga alon na kung saan ay 90 ° out of phase. Ang naglalakbay na field na nilikha ng stator windings ay nagtutulak sa mga layer ng metal. Kapag lumilipat ang mga coils, posible na baguhin ang direksyon ng paggalaw ng metal. Ang dalas ng kasalukuyang sa stator ng stirring device ay mula 0.3 hanggang 1.1 Hz. Ang aparato ay pinapagana ng isang frequency converter ng isang electric machine.
Sa mga hurno na may kapasidad na higit sa 20 tonelada, upang madagdagan ang pagiging produktibo at mapadali ang gawain ng mga gumagawa ng bakal, ang mga aparato ay ibinibigay para sa paghahalo ng isang likidong paliguan ng metal batay sa prinsipyo ng isang naglalakbay na magnetic field.Ang isang stator na may dalawang windings ay inilalagay sa ilalim ng ilalim ng pugon ng non-magnetic na materyal, ang mga alon na kung saan ay 90 ° out of phase. Ang naglalakbay na field na nilikha ng stator windings ay nagtutulak sa mga layer ng metal. Kapag lumilipat ang mga coils, posible na baguhin ang direksyon ng paggalaw ng metal. Ang dalas ng kasalukuyang sa stator ng stirring device ay mula 0.3 hanggang 1.1 Hz. Ang aparato ay pinapagana ng isang frequency converter ng isang electric machine.
Ang mga motor na naghahatid ng mga mekanismo ng mga arc furnace ay gumagana sa mahirap na mga kondisyon (maalikabok na kapaligiran, malapit na lokasyon ng mataas na pinainit na mga istraktura ng furnace), samakatuwid mayroon silang saradong disenyo na may heat-resistant insulation (crane-metallurgical series).
Mga yunit ng transpormer ng hurno
 Ang mga pag-install ng arc furnace ay gumagamit ng espesyal na idinisenyong three-phase oil-immersed transformer. Ang kapangyarihan ng furnace transformer ay, pagkatapos ng kapasidad, ang pangalawang pinakamahalagang parameter ng arc furnace at tinutukoy ang tagal ng pagkatunaw ng metal, na makabuluhang nakakaapekto sa pagganap ng furnace. Ang kabuuang oras para sa pagtunaw ng bakal sa isang arc furnace ay pataas hanggang 1-1.5 oras para sa mga hurno na may kapasidad na hanggang 10 tonelada at hanggang 2.5 oras para sa mga hurno na may kapasidad na hanggang 40 tonelada.
Ang mga pag-install ng arc furnace ay gumagamit ng espesyal na idinisenyong three-phase oil-immersed transformer. Ang kapangyarihan ng furnace transformer ay, pagkatapos ng kapasidad, ang pangalawang pinakamahalagang parameter ng arc furnace at tinutukoy ang tagal ng pagkatunaw ng metal, na makabuluhang nakakaapekto sa pagganap ng furnace. Ang kabuuang oras para sa pagtunaw ng bakal sa isang arc furnace ay pataas hanggang 1-1.5 oras para sa mga hurno na may kapasidad na hanggang 10 tonelada at hanggang 2.5 oras para sa mga hurno na may kapasidad na hanggang 40 tonelada.
Ang boltahe sa arc furnace sa panahon ng pagtunaw ay dapat magbago sa isang medyo malawak na hanay. Sa unang yugto ng pagtunaw, kapag ang scrap ay natunaw, ang pinakamataas na kapangyarihan ay dapat ipasok sa pugon upang mapabilis ang prosesong ito. Ngunit sa isang malamig na singil, ang arko ay hindi matatag. Samakatuwid, upang madagdagan ang kapangyarihan, kinakailangan upang madagdagan ang boltahe. Ang tagal ng yugto ng pagkatunaw ay 50% o higit pa sa kabuuang oras ng pagkatunaw, habang 60-80% ng kuryente ang natupok.Sa pangalawa at pangatlong yugto - sa panahon ng oksihenasyon at pagpino ng likidong metal (pag-alis ng mga nakakapinsalang impurities at pagsunog ng labis na carbon), ang arko ay nasusunog nang mas tahimik, ang temperatura sa hurno ay mas mataas at ang haba ng arko ay tumataas.
Upang maiwasan ang napaaga na pinsala sa lining ng pugon, ang arko ay pinaikli sa pamamagitan ng pagpapababa ng boltahe. Bilang karagdagan, para sa mga hurno kung saan ang iba't ibang uri ng metal ay maaaring matunaw, ang mga kondisyon ng pagkatunaw ay nagbabago nang naaayon, at samakatuwid ang mga kinakailangang boltahe.
 Upang magbigay ng kakayahang i-regulate ang boltahe ng mga arc furnace, ang mga transformer na nagpapakain sa kanila ay ginawa gamit ang ilang mga yugto ng mababang boltahe, kadalasan sa paglipat ng mga gripo para sa paikot-ikot na mataas na boltahe (12 o higit pang mga hakbang). Ang mga transformer na may kapasidad na hanggang 10,000 kV-A ay nilagyan ng tripping device. Ang mas malakas na mga transformer ay may switch ng pagkarga. Para sa mga maliliit na hurno, dalawa hanggang apat na yugto ang ginagamit, pati na rin ang pinakasimpleng paraan ng regulasyon ng boltahe - ang paglipat ng mataas na boltahe (HV) na paikot-ikot mula sa delta patungo sa bituin.
Upang magbigay ng kakayahang i-regulate ang boltahe ng mga arc furnace, ang mga transformer na nagpapakain sa kanila ay ginawa gamit ang ilang mga yugto ng mababang boltahe, kadalasan sa paglipat ng mga gripo para sa paikot-ikot na mataas na boltahe (12 o higit pang mga hakbang). Ang mga transformer na may kapasidad na hanggang 10,000 kV-A ay nilagyan ng tripping device. Ang mas malakas na mga transformer ay may switch ng pagkarga. Para sa mga maliliit na hurno, dalawa hanggang apat na yugto ang ginagamit, pati na rin ang pinakasimpleng paraan ng regulasyon ng boltahe - ang paglipat ng mataas na boltahe (HV) na paikot-ikot mula sa delta patungo sa bituin.
Upang matiyak ang matatag na AC arc burning at limitahan ang mga overvoltage sa panahon ng short-circuiting sa pagitan ng elektrod at ng singil na may 2-3 beses ang rate ng kasalukuyang electrode, ang kabuuang reactance ng pag-install ay dapat na 30-40%. Ang reactance ng mga transformer ng pugon ay 6-10%, ang maikling paglaban ng network para sa maliliit na hurno ay 5-10%. Samakatuwid, sa gilid ng HV ng transpormer para sa mga hurno na may kapasidad na hanggang 40 tonelada, ang isang upstream reactor na may pagtutol na mga 15-25% ay ibinigay, na kasama sa kit ng bloke ng transformer. Ang reactor ay dinisenyo bilang isang unsaturated core choke.
 Ang lahat ng mga transformer ng kapangyarihan ng arc furnace ay binibigyan ng proteksyon sa gas. Ang proteksyon ng gas, bilang pangunahing proteksyon ng transpormer ng pugon, ay isinasagawa sa dalawang yugto: ang unang yugto ay nakakaapekto sa signal, ang pangalawa ay pinapatay ang pag-install.
Ang lahat ng mga transformer ng kapangyarihan ng arc furnace ay binibigyan ng proteksyon sa gas. Ang proteksyon ng gas, bilang pangunahing proteksyon ng transpormer ng pugon, ay isinasagawa sa dalawang yugto: ang unang yugto ay nakakaapekto sa signal, ang pangalawa ay pinapatay ang pag-install.
Awtomatikong kontrol ng kapangyarihan ng mga arc furnace. Upang matiyak ang normal at mataas na pagganap ng operasyon, ang mga arc furnace ay nilagyan ng mga awtomatikong power regulator (AR), na nagpapanatili ng pare-pareho ng ibinigay na kapangyarihan ng electric arc. Ang pagpapatakbo ng awtomatikong arc furnace power regulator ay batay sa pagbabago ng posisyon ng mga electrodes na may kaugnayan sa pagkarga - sa direktang pag-init ng mga arc furnace o kamag-anak sa bawat isa sa hindi direktang pagpainit ng mga arc furnace, i.e. sa parehong mga kaso, ang mga arc furnace ay gumagamit ng regulasyon sa haba. Ang mga aparato sa pagmamaneho ay kadalasang mga de-koryenteng motor.
Regulasyon ng mga electrical mode ng isang electric arc furnace
 Ang pagsusuri sa mga istruktura ay nagbibigay-daan upang ipakita ang mga posibleng paraan upang ayusin ang electrical mode nito:
Ang pagsusuri sa mga istruktura ay nagbibigay-daan upang ipakita ang mga posibleng paraan upang ayusin ang electrical mode nito:
1) Pagbabago ng boltahe ng supply.
2) Pagbabago sa arc resistance ie. pagbabago sa haba nito.
Ang parehong mga pamamaraan ay ginagamit sa mga modernong pag-install. Ang magaspang na pagsasaayos ng mode ay isinasagawa sa pamamagitan ng paglipat ng mga yugto ng pangalawang boltahe ng transpormer, tiyak - gamit ang mekanismo ng paggalaw. Ang mga mekanismo para sa paglipat ng mga electrodes ay kinokontrol gamit ang mga awtomatikong power regulator (AWS).
Ang lugar ng trabaho ng mga arc furnace ay dapat magbigay ng:
1) Awtomatikong arc ignition
2) Awtomatikong pag-alis ng mga arc break at operational short circuit.
3) Ang bilis ng pagtugon ay humigit-kumulang 3 segundo kapag ang mga arc interruptions ng operational short circuit ay inalis
4) Ang aperiodic na katangian ng proseso ng regulasyon
5) Kakayahang maayos na baguhin ang input power ng furnace, sa loob ng 20-125% ng nominal at mapanatili ito na may katumpakan na 5%.
6) Itigil ang mga electrodes kapag nawala ang supply boltahe.
Ang aperiodic na katangian ng proseso ng kontrol ay kinakailangan upang ibukod ang pagbaba ng mga electrodes ng likidong metal, na maaaring mag-carbonize ito at masira ang pagkatunaw, pati na rin upang ibukod ang pagsira ng mga electrodes kapag sila ay dumating sa contact na may solid charge. Ang pagsunod sa kinakailangang ito ay nagbibigay ng proteksyon laban sa mga mode sa itaas kung sakaling magkaroon ng emergency o operational shutdown ng furnace.
Mga electric arc furnaces bilang mga mamimili ng kuryente
 Ang mga electric arc furnace ay isang malakas at hindi kasiya-siyang consumer ng power system. Gumagana ito sa isang mababang power factor = 0.7 — 0.8, ang kapangyarihan na natupok mula sa network ay nag-iiba sa panahon ng pagtunaw, at ang electrical mode ay nailalarawan sa pamamagitan ng madalas na kasalukuyang mga surges, hanggang sa arc breakage, operational short circuits. Ang mga arko ay bumubuo ng mga high-frequency na harmonic na hindi kanais-nais para sa iba pang mga consumer at nagdudulot ng karagdagang pagkalugi sa network ng kuryente.
Ang mga electric arc furnace ay isang malakas at hindi kasiya-siyang consumer ng power system. Gumagana ito sa isang mababang power factor = 0.7 — 0.8, ang kapangyarihan na natupok mula sa network ay nag-iiba sa panahon ng pagtunaw, at ang electrical mode ay nailalarawan sa pamamagitan ng madalas na kasalukuyang mga surges, hanggang sa arc breakage, operational short circuits. Ang mga arko ay bumubuo ng mga high-frequency na harmonic na hindi kanais-nais para sa iba pang mga consumer at nagdudulot ng karagdagang pagkalugi sa network ng kuryente.
Upang madagdagan ang power factor, ang mga capacitor ay maaaring konektado sa mga busbar ng pangunahing power substation, na nagpapakain sa mga grupo ng mga hurno, dahil sa kasalukuyang mga shocks reaktibong kapangyarihan nagbabago sa loob ng malalaking limitasyon, kinakailangan upang matiyak ang posibilidad na mabilis na baguhin ang kapasidad na ito. Para sa naturang regulasyon, maaari mong gamitin ang mataas na boltahe mga switch ng thyristorkinokontrol ng circuit upang panatilihing malapit ang CM sa 1. Upang labanan ang mas matataas na harmonika, ginagamit ang mga filter na nakatutok sa pinakamatinding harmonika.
Ang pamamahagi ng mga substation ng pugon para sa independiyenteng supply ng kuryente na konektado sa iba pang mga mamimili para sa mga boltahe ng 110, 220 kV ay malawakang ginagamit. Sa kasong ito, ang pagbaluktot ng kasalukuyang at boltahe na mga kurba para sa iba pang mga mamimili ay maaaring panatilihin sa loob ng mga katanggap-tanggap na limitasyon.