Mga kagamitang elektrikal para sa mga sawmill
 Sa mga sawmill, ang pangunahing kagamitan para sa pagputol ng bilog na tabla sa mga tabla, beam at iba pang mga assortment ay ang pangunahing kagamitan para sa mga sawmill.
Sa mga sawmill, ang pangunahing kagamitan para sa pagputol ng bilog na tabla sa mga tabla, beam at iba pang mga assortment ay ang pangunahing kagamitan para sa mga sawmill.
Ang saw frame ay isang multi-saw machine na ang mga saws ay nakaunat sa isang matibay na frame. Ang mga vertical na sawmill ay ginawa sa single at double deck, makitid at malawak na openings, na may jogging at tuluy-tuloy na feed. Ang pinakabagong mga sawmill frame ay may pagitan ng tatlo at anim na de-koryenteng motor. Bilis ng pag-ikot ng crankshaft — mula 200 hanggang 600 min–1, ang drive ay isinasagawa ng isang asynchronous na motor na may rotor ng sugat, at kung minsan sa pamamagitan ng isang squirrel-cage rotor motor.
Sa frame ng saw (Larawan 1), ang mga log na may haba na 3.2-9 m at isang diameter na 65 cm ay pinutol sa hiwa ng noo. Ang cast-iron frame ng frame ay binubuo ng dalawang paa at gilid na dingding na konektado sa isa't isa sa pamamagitan ng mga transverse na koneksyon.
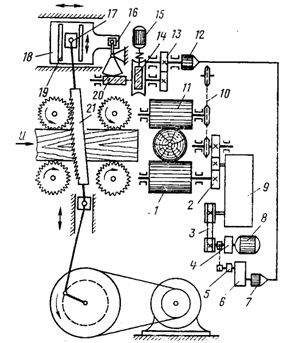
kanin. 1. Kinematic diagram ng sawmill frame
Ang frame ng sawmill ay naka-mount sa isang base plate. Ang isang crankshaft na may dalawang flywheels at isang drive pulley ay umiikot sa dalawang pangunahing bearings na naka-mount sa isang plato.Ang connecting rod ng I-beam ay konektado sa lower head sa crankshaft pin sa pamamagitan ng roller bearing, at ang upper head ay konektado sa pin sa pamamagitan ng lower cross member ng saw frame sa pamamagitan ng needle bearing.
Ang ibaba at itaas na mga miyembro ng krus ng saw frame ay konektado sa pamamagitan ng mga bilog na pantubo na suporta. Ang mga textolite slider na may mga pin sa mga miyembro ng krus ng saw frame ay konektado sa pamamagitan ng tapered roller bearings.
Ang disenyo ng saw frame ay nagpapahintulot sa paggamit ng isang hydraulic tensioner. Sa walong gabay nito, apat ang prismatic at apat ang flat, na nakakabit nang magkapares sa mga cast-iron plate na naka-mount sa kama. Ang itaas na mga plate ng gabay ay naka-mount sa isang slide at inilipat sa pamamagitan ng mekanismo ng pagkiling ng saw frame, depende sa laki ng plot Δ.
Ang indibidwal na drive ng four-roller feed mechanism, na binubuo ng thyristor drive, ay nagsisiguro ng maayos na pagsasaayos ng log feed speed. Ang metalikang kuwintas ay ipinapadala sa mas mababang mga roller 1 mula sa engine 8 sa pamamagitan ng isang electromagnet, isang electromagnetic clutch 4, isang belt transmission 3, isang gearbox 9 at mga gears 2. Ang mga upper roller 11 ay umiikot sa isang roller chain 10.
Ang laki ng mga parcels ay nababagay sa pamamagitan ng pagbabago ng slide ng electromagnetic clutch 4, na isinasagawa sa pamamagitan ng pag-on sa dial ng centrifugal regulator 5. Para sa layuning ito, ang operator ay lumiliko sa servo motor 15, na pinihit ang dial sa naaangkop na anggulo, ang pag-ikot ay isinasagawa ng worm gear 14, gears 13, selsyn sensor 12, selsyn receiver 7 at reducer 6.Sa pamamagitan ng pagpapalit ng silid Δ nang sabay-sabay sa pamamagitan ng worm gear 20 at ang lever 16, ang plate 18 ay gumagalaw sa pahalang na eroplano na may mga gabay 19 ng itaas na slide 17 ng saw frame at ang pagkahilig ng saw 21 ay nagbabago.
Ang isang schematic circuit diagram ng isang sawmill frame 2P80 ay ipinapakita sa fig. 2. Ang mga de-koryenteng kagamitan nito ay binubuo ng 125 kW main shaft drive asynchronous motor M1, saw frame tilting mechanism drive M2 motor, hydraulic station motor MZ, lubrication pump motor M4 at automatic control system , batay sa isang thyristor drive na may DC motor M5.
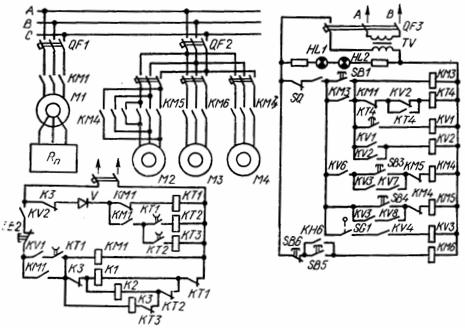
kanin. 2. Electrical schematic diagram ng sawmill frame 2P80
Ang pinakamataas na kasalukuyang proteksyon ng mga motor ay ibinibigay ng mga awtomatikong switch: QF1 — motor M1, QF2 — motors M2, MZ, M4 at QF3 — mga control circuit. Kapag ang QF3 ay naka-on, ang mga warning lamp na HL1 at HL2 ay sumisindi. Ang pangunahing shaft motor M1 ay sinimulan gamit ang linear contactor KM1, at ang drive motor ng feed motor M5 ay sinimulan gamit ang contactor KM2.
Kasama sa electrical control circuit ang: mga power circuit (mga motor sa pagmamaneho); relay-contactor control circuit at mga circuit ng awtomatikong control system batay sa thyristor DC drive. Upang i-on ang simula ng saw frame drive kapag nakabukas ang upper gate, ang pangunahing shaft at V-belt safety strips ay tinanggal, at kapag ang saw frame ay tumigil, ginagamit ang mga limit switch (na ang block ay ipinahiwatig sa Fig. 2 na may mga letrang SQ).
Ang pagsisimula ng motor M1 na may rotor ng sugat ay isinasagawa bilang isang function ng oras sa pamamagitan ng sunud-sunod na pagsasara ng mga acceleration relay KT1, KT2 at KT3, na may isang naibigay na pagkaantala ng oras ay unti-unting naglalabas ng tatlong yugto ng panimulang rheostat Rp gamit ang mga contactor K1, K2 at K3.
Ang pagpindot sa start button SB1 (tingnan ang Fig. 2) ay lumiliko sa coil ng contactor KM3, na nagsasara ng mga power contact KM3 ng motor M4 ng oil pump, ang closing contact na KM3 ay lumalampas sa button na SB1.
Ang main motion motor M1 ay sinisimulan kapag ang contact KV1 ng intermediate relay KV1 ay sarado. Ang coil ng relay na ito ay tumatanggap ng kapangyarihan sa pamamagitan ng KT4 contact ng KT4 time relay, na kapag isinara ay magsasara nang may pagkaantala. Samakatuwid, ang relay KT4 ay nagbibigay ng pagkaantala sa pagitan ng pagsisimula ng motor M4 at M1.
Kapag ang relay KV1 ay naka-on, ang relay KV2 ay bubukas nang sabay-sabay, ang pagsasara ng contact kung saan ang KV2 ay nagpapasigla sa coil ng contactor KM1. Ang coil KM1, pagkatapos matanggap ang kapangyarihan, ay i-on ang pangunahing mga contact na KM1 ng power circuit ng motor M1, at ang rotor ng motor ay magsisimulang iikot kapag ang panimulang rheostat ay ganap na nakatakda. Matapos gumana ang mga contactor ng acceleration na K1, K2 at K3 nang may deceleration, ang rotor ng motor ay iikot sa pinakamataas na bilis.
Kapag kumpleto na ang pagsisimula ng motor M1, ang pambungad na contact na K3 ay sabay-sabay na masisira ang supply circuit ng mga contactor na K1 at K2, at ang contact K3 sa motor starter circuit ng feeder M5 ay isasara at ihahanda ito para sa pagsisimula. Huminto ang motor sa pamamagitan ng pagpindot sa SB2 button.
Ang hydraulic system ay nagbibigay ng pagtaas at pagbaba ng mga pintuan sa harap at likuran, sa mga welded casing kung saan naka-mount ang mga upper feed roller.Ang mga tarangkahan ay itinataas sa itaas na posisyon ng mga hydraulic cylinder na pinapatakbo ng isang haydroliko na istasyon. Ang drive ng hydraulic station ay ibinibigay ng motor M3, na sinimulan sa pagpindot ng isang pindutan, habang ang coil KM6 ng starter ay pinalakas, na nagsasara sa mga pangunahing contact ng KM6.
Ang pagtabingi ng saw frame ay maaaring kontrolin nang manu-mano (sa pamamagitan ng pagpindot sa mga pindutan SB3 at SB4) o awtomatiko. Sa awtomatikong kontrol ng paikot-ikot na KM4 ng starter KM4 ("higit pa") at KM5 ng starter KM5 ("mas mababa"), nakakatanggap sila ng kapangyarihan sa pamamagitan ng relay KV3, na nag-o-on kapag ang mode switch ay nasa "Awtomatikong" na posisyon , iyon ay kapag ang contact SQ1 ay sarado.
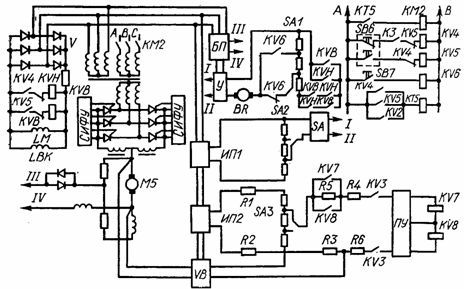
Ang thyristor power supply ay binubuo ng isang M5 DC motor at isang thyristor converter. Ang thyristor converter (Fig. 9.2, c) ay naka-on sa pamamagitan ng starter KM2, sa pamamagitan ng contact KV3, ang coil na kung saan ay tumatanggap ng kapangyarihan kapag ang contact ng time relay KT5, na nasa circuit nito, ay sarado. Ang timing relay na KT5 ay magiging energized kapag ang mga coils na KV4 (forward motion) o KV5 (reverse motion) ay na-energize.
Kung ang log ay natigil habang pinuputol, ito ay binawi sa pamamagitan ng pag-reverse ng makina. Ang pagsisimula ng feeder motor ay hindi posible nang walang M1 motor na tumatakbo. Tinitiyak ito ng pagsasama ng contact K3 sa supply circuit KV4, na nagsasara pagkatapos ng pagtatapos ng pagsisimula ng motor M1. Kapag ang starter KM2 ay naka-on, ang converter at ang field windings LM ng motor ay na-energize.
Kung ang rehistro ay natigil, ang pagpindot sa SB6 na buton ay pinapatay ang mga relay na KV4 at KVB at ang mga relay na KV5 at KVH ay naka-on.Sa kasong ito, isinasara ng KVH relay ang mga contact nito sa supply circuit ng amplifier U, na kasama sa thyristor converter, bilang isang resulta, ang polarity ng boltahe sa output ng converter ay nagbabago at ang motor ay nagbabago sa direksyon ng pag-ikot.

Ang katatagan ng bilis ng pag-ikot kapag nagbabago ang load ay sinisiguro ng isang negatibong feedback, na ipinapatupad ng isang BR tachogenerator na may LBL excitation coil. Ang armature BR ay konektado sa input ng amplifier V. Ang lumilipas ay pinilit sa pamamagitan ng paggamit ng regenerative braking sa thyristor converter circuit.
Manu-mano at awtomatiko ang pagsasaayos ng rate ng feed. Para dito, nakatakda ang switch ng SA. Sa manu-manong regulasyon ng rate ng feed, ang regulator ng rate ay konektado sa amplifier U sa pamamagitan ng mga circuit I at II. Mga Speed controller SA1 — Ang SA3 ay mga switch sa mga panel kung saan nakakonekta ang mga resistor ng MLT.
Ang paglipat ng movable contact SA1 ay nagbabago sa control signal na pumapasok sa pulse-phase control system (SPPC) sa pamamagitan ng PU amplifier, na nagbabago sa anggulo ng pagpapaputok ng mga thyristor na konektado ng isang bridge rectifier circuit, dahil sa kung saan ang bilis ng motor M5 ay nagbabago.
Upang awtomatikong ayusin ang bilis ng M5 engine sa pamamagitan ng switch ng SA, ang SA1 ay nadiskonekta mula sa amplifier block Y at nakakonekta sa amplifier Y SA2 — ang journal diameter sensor. Sa kasong ito, ang SA1 ay nagsisimulang makatanggap ng kapangyarihan mula sa SA2, na isang potentiometer na konektado sa nagpapatatag na supply ng kuryente IP1 at pinaikot ng mekanismo ng paglipat ng kuryente.
Kapag nagbago ang diameter ng journal, gumagalaw ang slider ng potentiometer SA2 at nagbabago ang halaga ng control voltage na inilapat sa SA1, samakatuwid ang rate ng feed ay nagbabago sa pagbabago sa diameter ng journal. Ang halaga ng bilis ay dapat tumugma sa saw frame slope, ang bilis ay kinokontrol sa pamamagitan ng paglipat ng SA3.
Ang saw frame tilt sensor SA3 ay konektado sa isang stabilized power supply IP2 sa pamamagitan ng resistors R1 at R2. Ang resulta ay isang stress na proporsyonal sa anggulo ng pagkahilig ng saw frame. Ang boltahe na ito ay inihambing sa boltahe ng motor M5, proporsyonal sa bilis, na kinuha mula sa armature ng motor at pinapakain sa risistor R3 sa pamamagitan ng rectifier block VB, ito ay ibinabawas mula sa output boltahe ng tilt sensor ng saw frame.
Sa kabaligtaran ng motor, ang VB block ay nagpapanatili ng isang pare-parehong reference polarity. Ang mismatch signal ay ibinibigay sa input ng intermediate amplifier PU sa pamamagitan ng resistors R4 — R6 at ang pagsasara ng mga contact KV3 (sarado sa panahon ng awtomatikong pagsasaayos). Ang signal ay pinalakas at pinapakain sa output ng PU, kung saan nakakonekta ang mga relay na KV7 at KV8. Na-trigger ang mga ito depende sa polarity ng error input signal.
Kaya, habang tumataas ang feed rate, tumataas ang boltahe na inalis mula sa motor at negatibo ang mismatch value. Sa kasong ito, ang relasyon sa pagitan ng rate ng feed at ang pagkahilig ng saw frame ay nasira. Ang amplified output signal mula sa PU amplifier ay kinabibilangan ng relay KV7, ang pagsasara ng mga contact na kinabibilangan ng coil KM4.
Ang mga contact sa pagsasara ng KM4 ay pinipihit ang M2 motor "pasulong" — pinapataas ang pagtabingi ng saw frame.Kasabay nito, ang output boltahe sa SA3 ay nadagdagan sa pamamagitan ng paglipat ng potentiometer slider. Ang signal ng paglihis ay nagsisimulang bumaba sa zero, pagkatapos ay huminto ang pagtaas sa pagkahilig ng saw frame. Ito ay nagpapanatili ng tugma sa pagitan ng feed rate at anggulo ng saw frame.
Ang proseso ng kontrol ay nagpapatuloy sa katulad na paraan na may pagbaba sa rate ng feed, ngunit ang signal ng error sa kasong ito ay may positibong senyales. Nagiging sanhi ito ng pag-on ng relay KV8, pati na rin ang pag-reverse ng KM5 at motor M2. Habang bumababa ang feed rate, bumababa rin ang slope ng saw frame. Sa panahon ng regulasyon, ang drive ay nakikipag-ugnay sa KV7 at KV8 na lumalampas sa paglaban ng R5, na ginagawang posible na pilitin ang proseso.
Sa simula ng pagputol, kinakailangan na magkaroon ng bilis ng pagputol na katumbas ng hindi hihigit sa 30% ng bilis ng gumaganang feed. Ginagawa ito sa sumusunod na paraan. Sa pamamagitan ng pagpindot sa pindutan ng SB7, ang relay KV6 ay pinalakas, ang mga contact na kung saan ay inililipat sa output SA1, upang ang isang maliit na boltahe ng kontrol ay ibinibigay sa pamamagitan ng pagsasara ng contact na KV6 sa input ng thyristor converter, na lumilikha ng isang mababang bilis ng pagputol .
Pagkatapos ng pagtatapos ng feed, ang pindutan ng SB7 ay naka-off at ang aparato ay napupunta sa mode na gumagana. Ang pagkagambala ng awtomatikong sistema ng kontrol para sa pagtabingi ng saw frame sa panahon ng feed ay ibinibigay sa pamamagitan ng pagkonekta sa pagsasara ng contact na KV6 sa supply circuit ng starter coils KM4 at KM5.