Pag-aayos ng mga magnetic starter
Pag-aayos ng mga contact ng mga magnetic starter
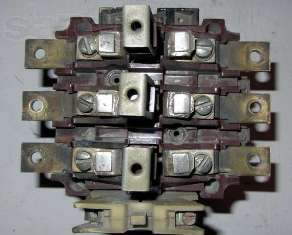
 Mga contact mga magnetic starter, sa ibabaw kung saan may mga bakas ng nasusunog at mga deposito ng carbon, ay nililinis ng isang cotton cloth na nilubog sa puting espiritu o aviation gasoline.
Mga contact mga magnetic starter, sa ibabaw kung saan may mga bakas ng nasusunog at mga deposito ng carbon, ay nililinis ng isang cotton cloth na nilubog sa puting espiritu o aviation gasoline.
Ang mga splatters at "kuwintas" ng metal sa ibabaw ng mga contact ay nililinis gamit ang isang file. Pagkatapos ng paglilinis gamit ang isang pike na may kapal na 0.05 mm, suriin ang higpit ng koneksyon ng mga ibabaw ng contact. Sa mga saradong contact, ang probe ay hindi dapat lumampas sa higit sa 25% ng contact surface sa pagitan ng mga contact.
Sa kaso ng pagbasag o pag-loosening, ang contact spring ay pinapalitan ng bago o isang angkop na isa mula sa tinanggihang starter.
Kapag ang thread ay pagod o nakalantad sa mga butas para sa mga turnilyo para sa paglakip ng kasalukuyang-dalang mga wire, ang mga butas na may nasira thread ay pinutol, at ang thread ng sumusunod na laki ay tapped sa isang gripo.

Pag-aayos ng mga magnetic circuit ng mga magnetic starter
Ang mga magnetic circuit ng mga magnetic starter ay binubuo ng isang armature at isang core kung saan ang isang short-circuited coil ay pinalakas.
Ang mga kontaminadong contact surface ng core at armature ay nililinis gamit ang isang panlinis na materyal na ibinabad sa gasolina.Kung may mga bakas ng kaagnasan sa ibabaw ng contact, ang ibabaw ay nililinis ng isang emery na tela. Pagkatapos maglinis gamit ang 0.05 mm probe, suriin ang contact area sa pagitan ng core at ng armature sa pamamagitan ng pagpindot sa armature laban sa core gamit ang kamay. Ang contact surface ay dapat na hindi bababa sa 70% ng core section.
Kung ang agwat ng hangin sa pagitan ng gitnang core ng armature at ang core ng magnetic circuit ay mas mababa sa 0.2 mm, ang armature o core ng starter ay naka-clamp sa isang vise at ang gitnang core ay puno ng isang file na may pinong slot. Ang anchor ay inilalagay sa core at ang puwang ay sinusuri. Ang distansya ay dapat nasa pagitan ng 0.2 at 0.25 mm. Kapag pinapakain ang core, siguraduhin na ang mga ibabaw ng armature at core core core ay parallel kapag ang magnet system ay sarado.

Sa panahon ng work hardening, ang contact surface ng core at armature ay dinidikdik sa isang grinding machine hanggang sa maalis ang mga bakas ng hardening. Pagkatapos ng paggiling gamit ang mga probes, suriin ang agwat sa pagitan ng mga gitnang strand, pati na rin ang contact area ng mga dulo ng armature at ang core. Ang agwat sa pagitan ng mga gitnang core ay dapat na nasa itaas na mga limitasyon, at ang contact area ng mga dulong core ay dapat na hindi bababa sa 70% ng core cross-section.
Ang nasira na maikling circuit sa mga starter ay pinalitan ng bago. Ang nasira na maikling circuit ng starter ay pinutol na may isang file sa isang gilid at inalis.
Ang lugar kung saan naka-install ang coil ay nalinis gamit ang isang file. Ang bagong shorting turn ay gawa sa tanso.Ang pagpapalit ng materyal at paggawa ng isang maikling circuit na may mga deviation sa mga sukat ay ipinagbabawal, dahil ito ay humahantong sa isang pagtaas sa ingay ng kasama na starter o sa hindi katanggap-tanggap na pag-init ng loop.
Ang ginawang maikling circuit sa mga starter ay pinindot sa mga grooves ng core o inilalagay sa core at ang mga fixing plate nito ay baluktot.
Kung ang ibabaw ng magnetic circuit ay may nasira na kulay, ito ay nililinis ng isang panlinis na materyal na babad sa gasolina o puting espiritu at tuyo. Pagkatapos ng pagpapatayo, ang core at angkla ay ibinaba sa isang enamel bath upang ang mga contact surface ay hindi natatakpan ng barnis at ang lapad ng unpainted strip sa paligid ng mga gilid ng contact surface ay hindi hihigit sa 3 mm. Maaari mo ring ipinta ang core at armature ng magnetic circuit gamit ang isang brush.
Ang mga pininturahan na ibabaw ay pinatuyong hangin sa loob ng 2-3 oras.

Pag-aayos ng mga terminal clamp ng mga magnetic starter
Ang mga nasunog o na-oxidized na contact surface ng mga terminal block ay nililinis gamit ang isang file o papel de liha, pinupunasan ng isang panlinis na materyal na binasa sa gasolina, at nilagyan ng lata ng POS-30 solder.
Kapag ang thread ay pagod o nasira sa mga butas para sa mga turnilyo para sa paglakip ng kasalukuyang mga wire ng supply, ang mga butas ay hinangin ng tanso o tanso gamit ang isang gas torch. Ang lugar ng hinang ay nalinis gamit ang isang file, ipinako at isang butas ay drilled para sa pagputol ng isang bagong thread. Ang isang thread ay pinutol sa drilled hole sa laki ng nasira thread.